
欢迎进入蓝能官方网站!
【电话热线】020-34154005
抖音扫码关注




微信扫码咨询
【手机微信】13922491768
020-34252975
产品中心
Products Center
- 产品介绍
- 应用案例
咪头电子线焊接点焊机
1、选用高频逆变直流点焊电源焊接;
2、采用高精密压力控制机头;
3、不需再加锡;
4、焊接稳定可靠,一致性高;

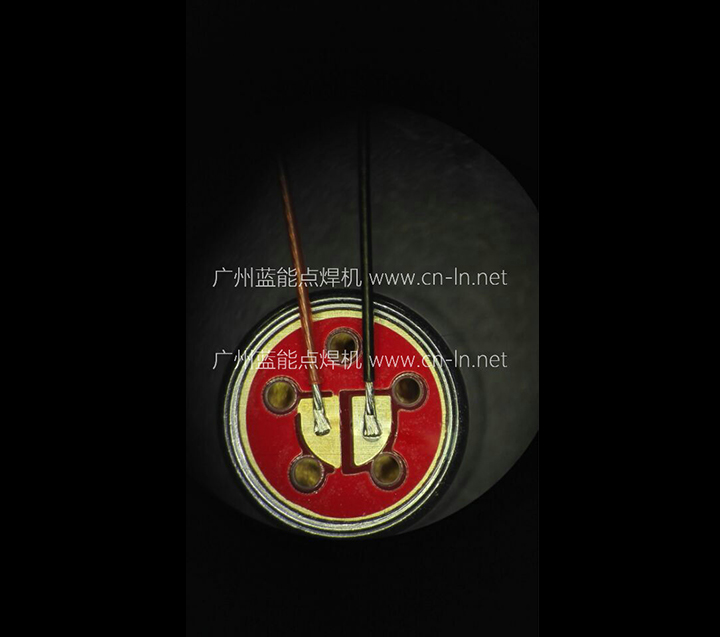
咪头电子线焊接点焊机原理:
点焊机配用中频逆变直流焊接电源,配以精密加压机头和专用焊头(耐高温大电阻材料),焊头正负电极成左右连接,焊头压住电子线时,大电流短时间流经焊头,焊头瞬时产生热能,电子线和焊盘接触点瞬间熔接。
咪头电子线焊接点焊机 特点:
1、电流直流输出,焊接电流为脉动直流(且波纹度小);逆变频率4KHZ,通电时间控制周期为0.25ms,焊接时间可任意控制;
2、可采取恒电压、恒功率、恒电流、定脉宽模式控制;
3、具有电流失常、监控值超限、网压超限、过热等故障诊断与报警功能;可极大减少产品焊接不良率。
4、三段加热设定,带电流缓升缓降功能,可有效解决“飞溅”,更加保证了焊接的稳定性。
5、电极寿命能有效延长。
漆包线点焊机专用精密机头:
焊接压力在咪头电子线焊接中起举足轻重。
1、 采用SMC气缸,电磁阀;
2、采用电子秤传感器控制压力,压力控制精度极高;
3、采用电子按键调节压力大小,数值显示,精度正负10克,极方便好用;
4、压力点火装置,效果更好。到达设定压力就启动放电。
咪头电子线焊接点焊机焊接难点:
在焊接中,主要是通过焊头热能传递给电子线和铜箔或镀金盘等,最主要难点是焊接需要一致,无虚焊。
因为焊头热能Q=Q1(电流通过产生的热能)+Q2(焊头温度升高产生的热能),如果采取“恒电流”控制模式,则会造成前面的一些焊点刚刚合适,但后面的焊点会烧过头的状态(因为焊头温度积累的热能更高)。
咪头电子线焊接稳定性解决方法:
采取恒压控制,则当焊头温度升高时,焊头的电阻也会增大,则I=U/R,实际电流也会减少,实际热能Q1也会减少,则Q=Q1(电流通过产生的热能)+Q2(焊头温度升高产生的热能)趋于平衡。
我司电源采取恒压控制,正常电压在正负0.03V波动,最高在正负0.05V波动。
放电时间任意调整,每级0.25毫秒。
另外采用了恒功率恒压控制技术,可以对焊接电流、焊接时间、焊接功率及焊接的压力等进行全闭环控制。
恒功率控制技术是对次级电流和次级电压进行监控,通过调整焊接电流保证每一个焊接熔核的输入功率相等,它可以有效补偿焊接分流、焊接装配不良、焊接母材成分变化等非机器扰动因素。根据实际的焊接电阻变化对实际的焊接电流和焊接时间进行补偿。
咪头电子线焊接点焊机应用范围:
电磁线精密点焊机广泛应用在各种带小线圈电子元器件的生产制作,如高频通讯元器件、贴片变压器、贴片电感、微型喇叭、感应式IC卡、金融智能IC卡、传感器等引出线接点的焊接。
电磁线点焊机同样可以焊接各种微细的金属线、金属带,如印刷线路板的修补、太阳能电池的焊接等。
咪头电子线焊接点焊机特点:
以逆变电源作为加热源。控制精确,热量输出稳定,动态响应快。 2、对于细小漆包线(一般直径在0.15内)可以直接进行点焊,不需要事先祛除表面绝缘漆;对于线径更大漆包线,要示实际焊接情况确定是否需事先去漆皮。 3、焊接线径范围宽,适用面广。 4、焊点细小牢靠、导电性好、无讯号衰减。 5、焊头定位准确、使用寿命长。除上述提及的适用范围外,电磁线点焊机还广泛应用于电磁线与铜导线(含单或多股裸铜线、单或多股镀锡铜线、单或多股镀银铜线)的精密焊接电磁线与铜箔的精密焊接。
咪头电子线焊接点焊机型号:
型号 | LND-01A | LND-02A | LND-03A |
输入电压 | 220V | 220V | 220V |
额定功率KVA | 4 | 6 | 8 |
最大输出电流(DCA) | 1000 | 2000 | 3000 |
负载持续率% | 20 | 20 | 20 |
逆变频率KHZ | 4/8 | 4/8 | 4/8 |
焊接循环段 | 11 | 11 | 11 |
焊接脉冲数 | 3 | 3 | 3 |
缓升缓降 | 有 | 有 | 有 |
焊接规范数 | 20组 | 20组 | 20组 |
控制方式 | 定功率、定电压、定电流、定脉宽 | 定功率、定电压、定电流、定脉宽 | 定功率、定电压、定电流、定脉宽 |
电流、电压、功率监控 | 有 | 有 | 有 |
时间设定 | 000-999ms | 000-999ms | 000-999ms |
焊接时间(放电时间)精度 | ±0.125ms ±0.25ms | ±0.125ms ±0.25ms | ±0.125ms ±0.25ms |
外形尺寸 | 460*400*300 | 460*400*300 | 460*400*300 |
重量KG | 20 | 20 | 20 |
电极:

广州蓝能智能装备股份有限公司
020-34154005 / 34252975
传真:020-34154005
QQ:459359414,2295546976
邮箱:dengxiwen@cn-ln.net; lijinyu@cn-ln.net
网址:www.cn-ln.net
公众微信号: cnlndz
地址:广州市白云区西槎路671号聚龙工业区29栋7楼

扫一扫保存联系方式