

产品中心
Products Center
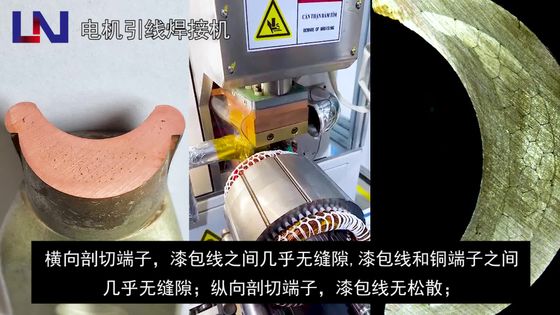


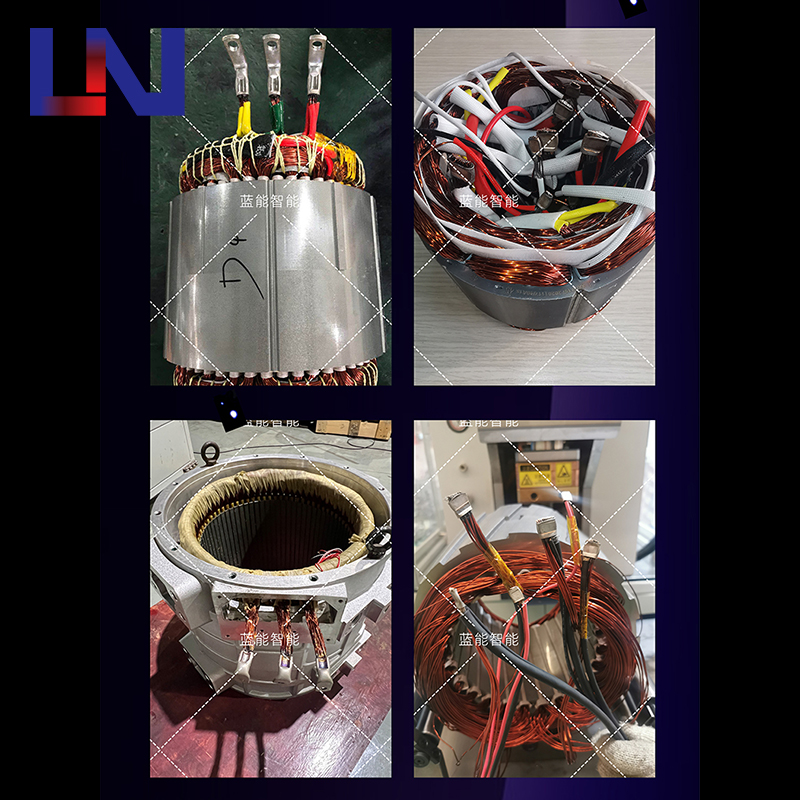


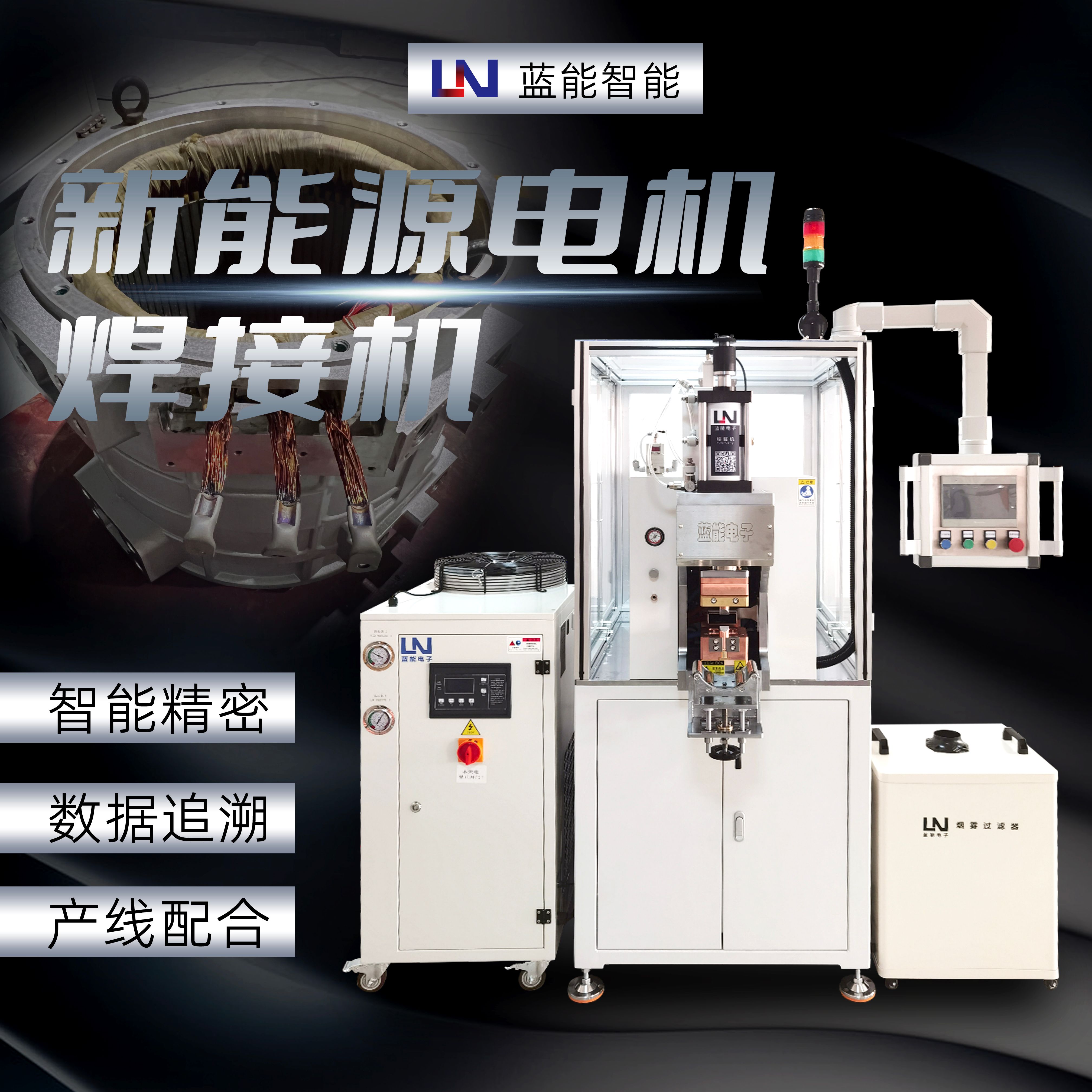
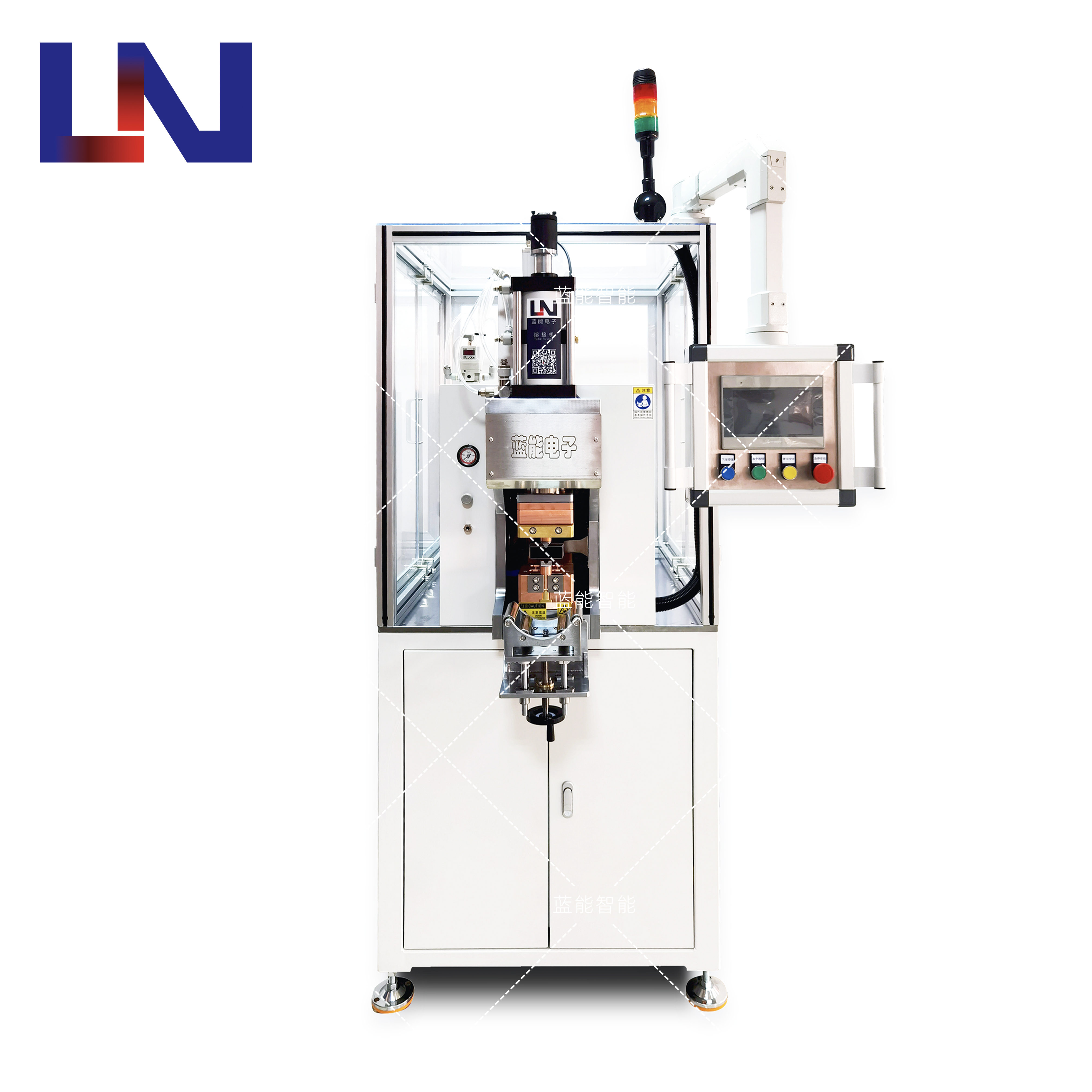
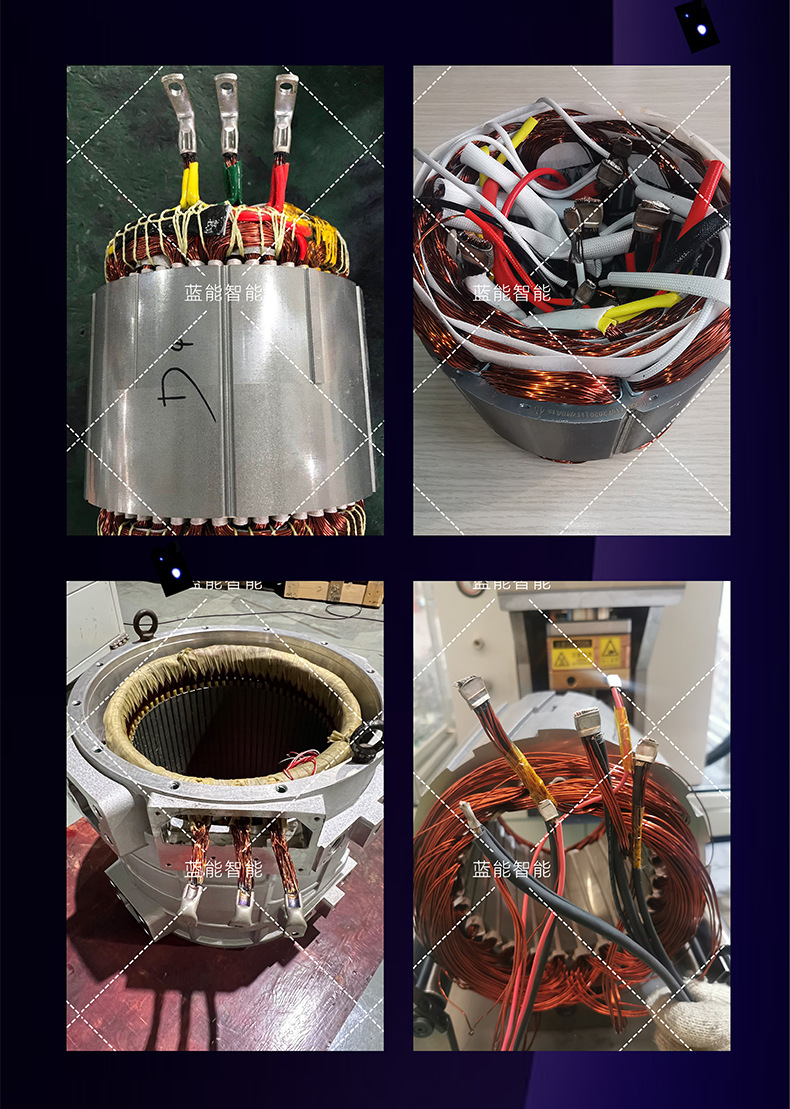
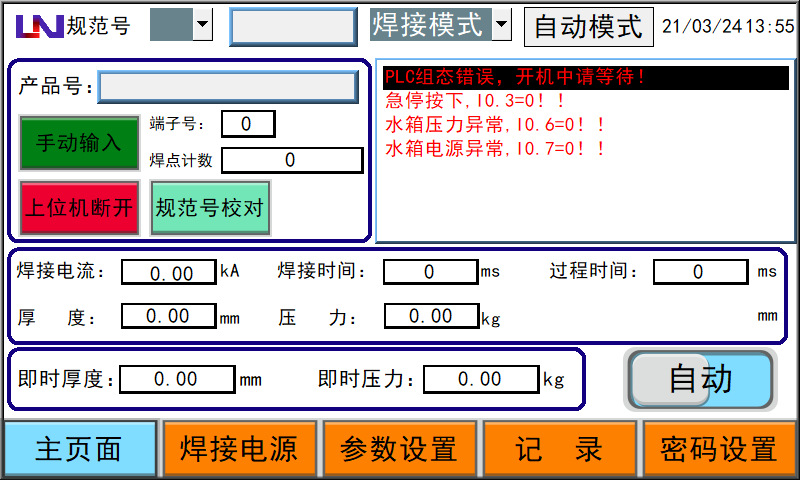
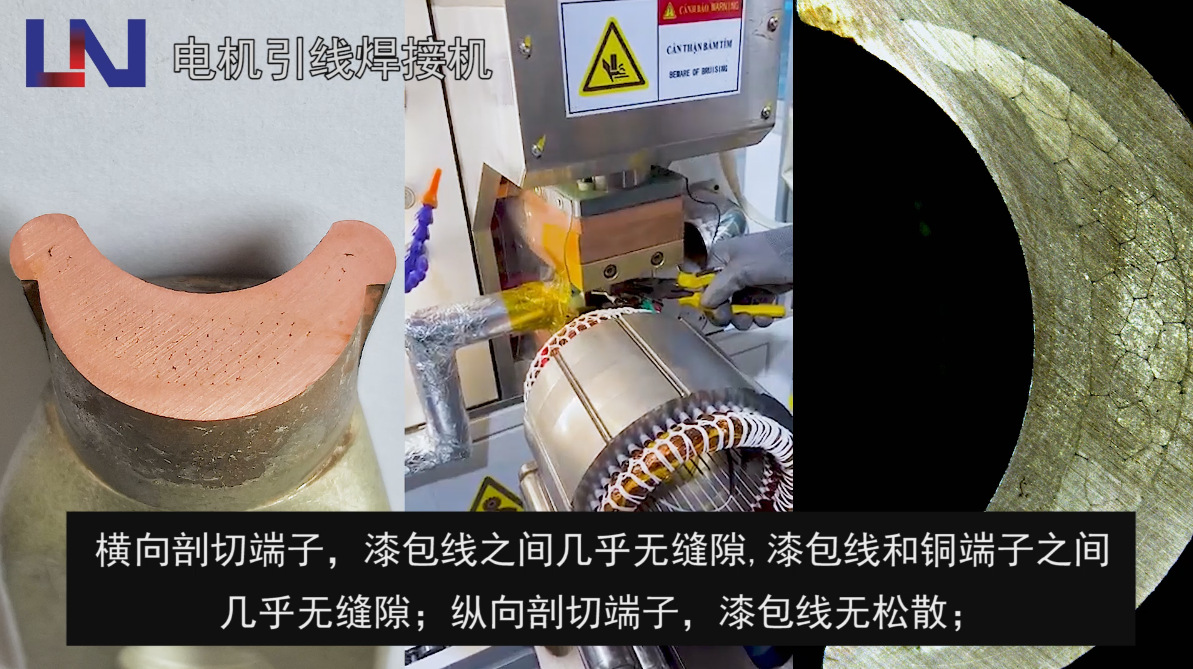
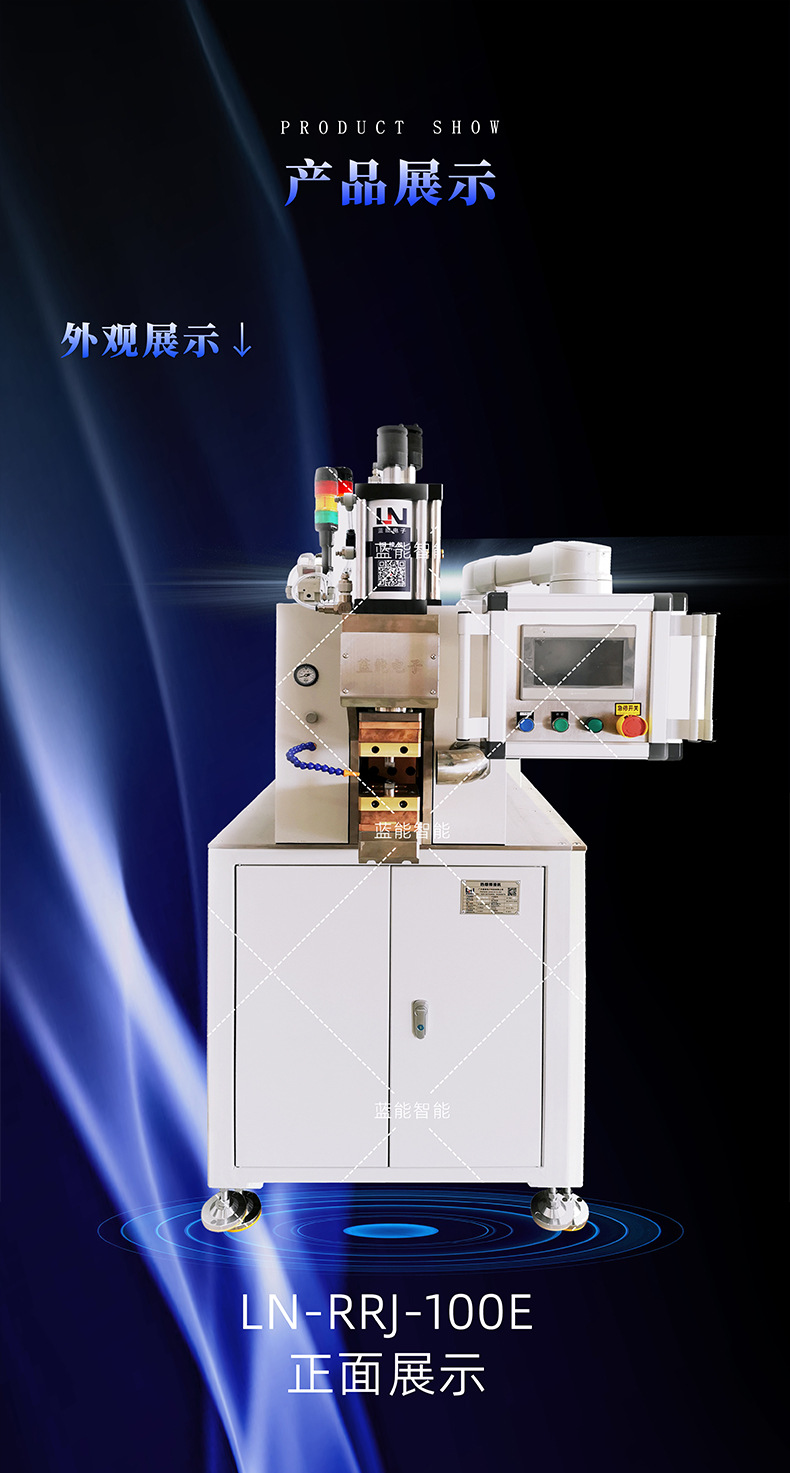
LN-RRJ-100M圆线电机引线焊接设备
输入电源:
三相380V(±5%) 50-60Hz
额定功率:
100KVA(50%)
工作气压:
0.6MP
- 商品详情







广州蓝能智能装备股份有限公司
020-34154005 / 34252975
传真:020-34154005
QQ:459359414,2295546976
邮箱:dengxiwen@cn-ln.net; lijinyu@cn-ln.net
网址:www.cn-ln.net
公众微信号: cnlndz
地址:广州市白云区西槎路671号聚龙工业区29栋7楼

扫一扫保存联系方式