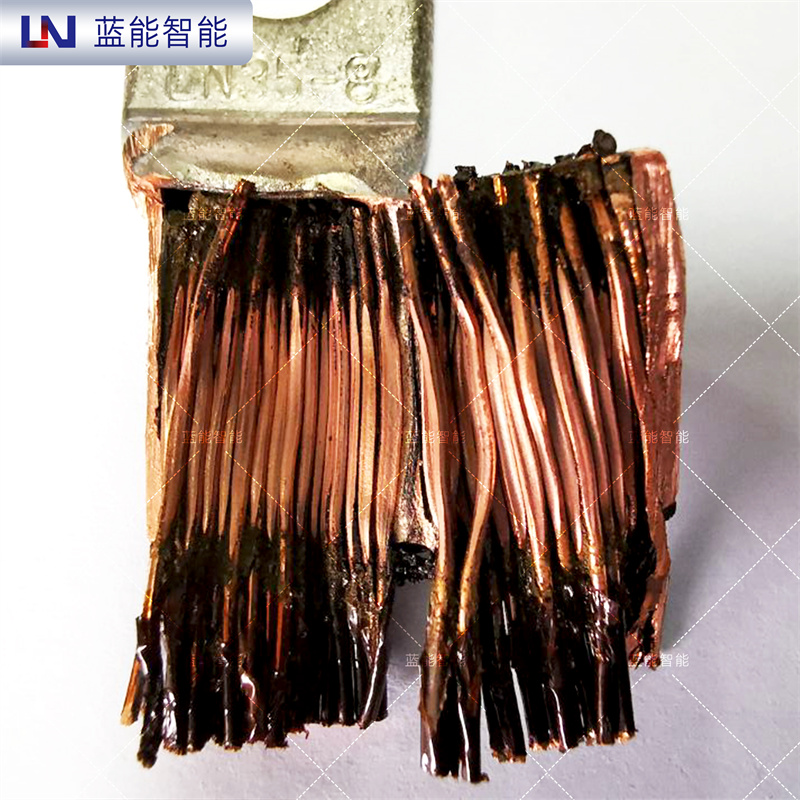
工艺优势:
1-三相线电阻偏差小于1%;
2-焊接后铜端子厚度偏差在0.1mm;
3-压缩比80%-90%,并且纵向剖切端子,漆包线无松散;
4-缝隙率小于1%;
5-导通率100%(端子与每根漆包线间均为导通,电阻值相对一致);
6-单根漆包线拉断力大于无焊接时同等线拉断力的60%;
7-总拉力大于“裸线总截面积*1.2*100N”;
8-漆皮气化干净,铜线清晰可见,无压断线情况;
9-铜管(端子)无焊裂,漆包线无起火现象,端子无炸裂;




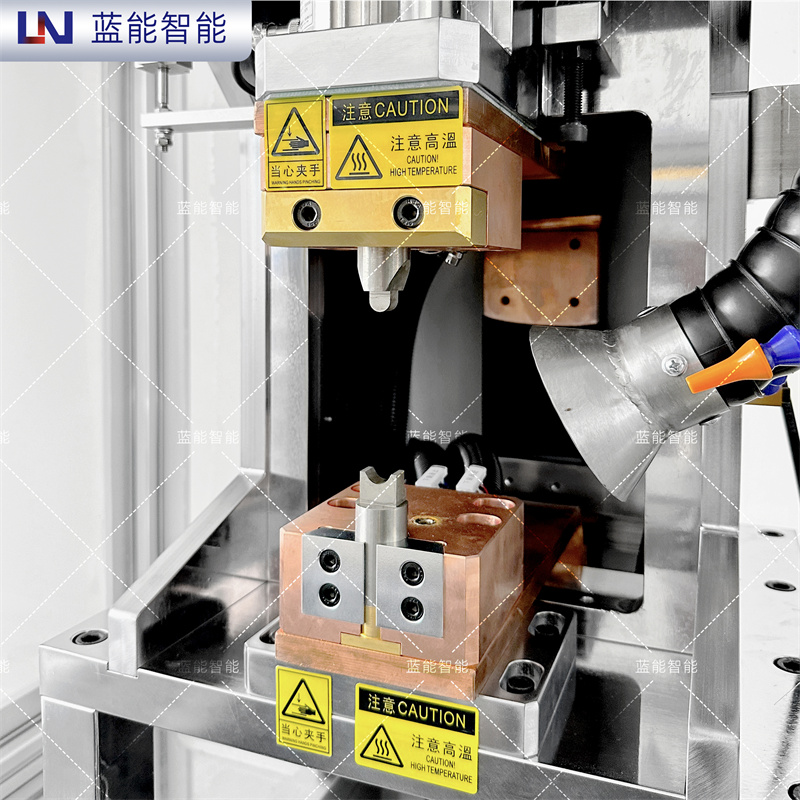
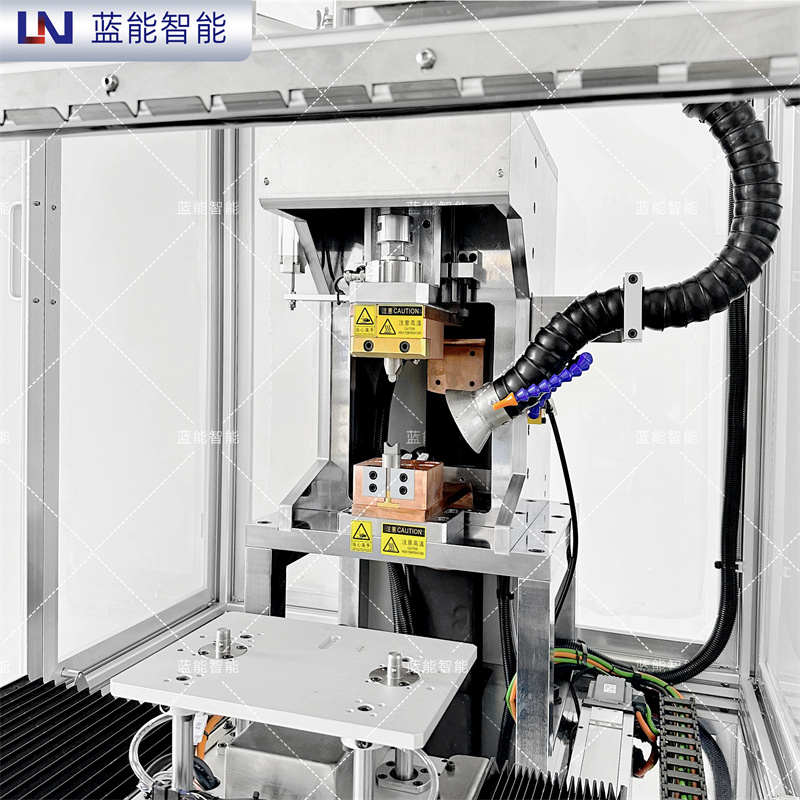
新能源汽车电机漆包线电磁线工作原理和步骤:
LN-RRJ系列电机定子铜鼻子热压焊熔接是把电极产生的电阻热传到端子上,
利用这个热量以及加压力进行压接。是利用电阻热能保证首先剥离导线的镀
层,然后依靠端子的夹力来确保结合强度 的热压工艺手段。这里需要强调的
是,热压焊并不是焊接,而是热压接这一概念。作为焊接支持,LN-RRJ系列
焊接机需要用到铜端子或铜管。热熔接过程包括两项同时发生的操作:1、经
过电极之间的电流加热铜端子或铜管并导致漆包线漆皮汽化,2、电极作用于
支架上的压力将其压紧成为一体,具有极高的电机性能。
1、最初的热量将电磁线(漆包线)的漆皮气化;
2、进一步的加热,漆皮气化后,为铜线和铜线连接在一起提供条件;
3、最后,进一步的加热和施加压力,洁净后的铜线互相热量传递扩散。
不仅仅是铜线连接在一起,铜线还和端子也连接在一起。
4、在通电断开后,压力需要继续保持,避免铜线连接松开。
5、通过此种熔接方法形成的连接,拉力强大和耐用,并且几乎“零电阻”的连接。
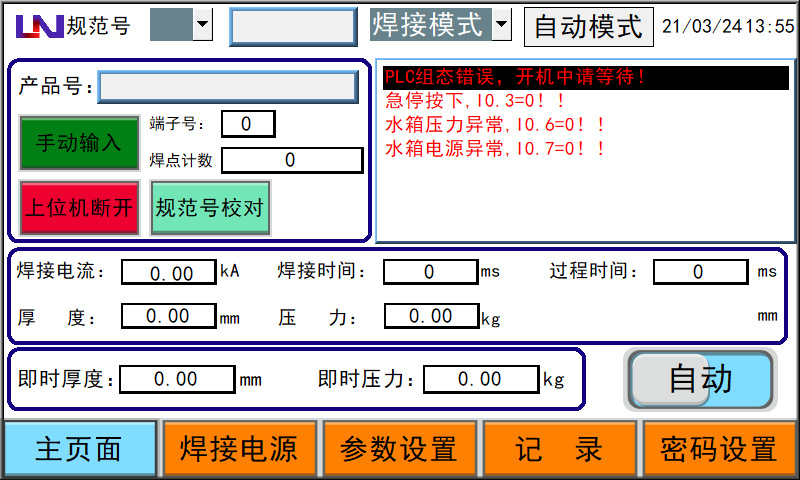
质量监控:
1-设备有PLC,有位移传感器和压力传感器;
2-具有电流、时间、铜端子厚度、压力上下限报警功能和监控功能,能够保
证焊接的一致性; 3-可以保存每次焊接完成后的数据(焊接电流、焊接时间、
铜端子厚度、压力),可以通过查阅数据来追溯到不良产品造成的原因。

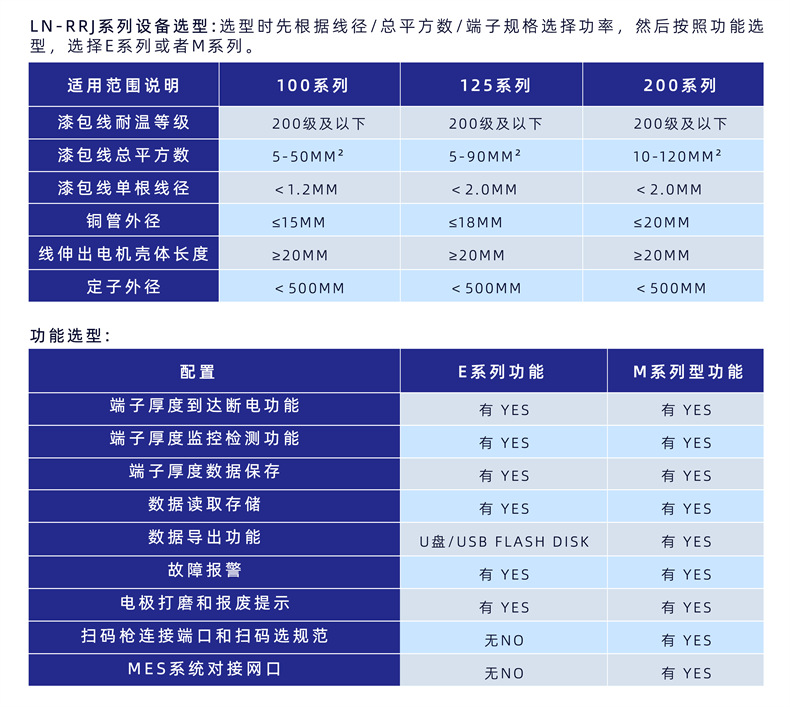
新能源汽车电机漆包线电磁线功能选型及适应范围:
1-强大PLC配置:西门子1200系列;
2-稳定的能量控制:中频焊接电源,有60组规范保存
3-厚度监控功能:配置位移传感器,有铜端子厚度监控检测功能,有铜端
子厚度到达断电功能;
4-压力监控和调节:含压力传感器,可以显示实际压力值和监控压力;含
SMC电器比例阀,含压力设置功能,通过人机界面数字化任意设置压力曲
线并保存;
5-焊接监控功能:具有焊接电流监控、焊接时间监控、铜端子厚度监控、
压力监控及上下限报警功能;
6-故障异常报警功能:包括气压报警,水温报警,电流输出异常报警等;
7-电极维护提醒功能:可设定电极使用次数打磨提示和报废提示;
8-数据保存功能:可统一将每次焊接完成后的实际参数值(焊接电流、焊
接时间、铜端子厚度、压力)保存在U盘,可通过触摸屏查看保存的历史
数据;
9-操作便利,高性价比。
.jpg")
.jpg")
.jpg")
.jpg")
.jpg")
.jpg")
.jpg")




.jpg")


