
欢迎进入蓝能官方网站!
【电话热线】020-34154005
抖音扫码关注




微信扫码咨询
【手机微信】13922491768
020-34252975
-
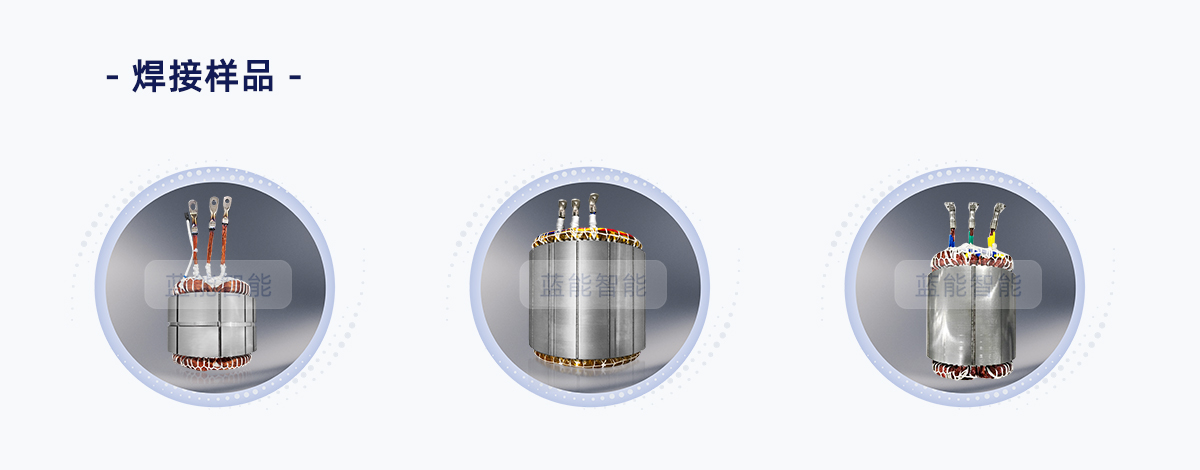
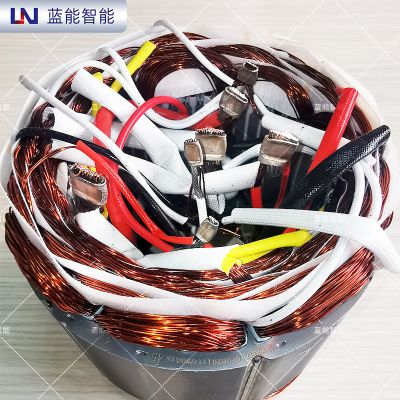
圆线电机引线焊接
-
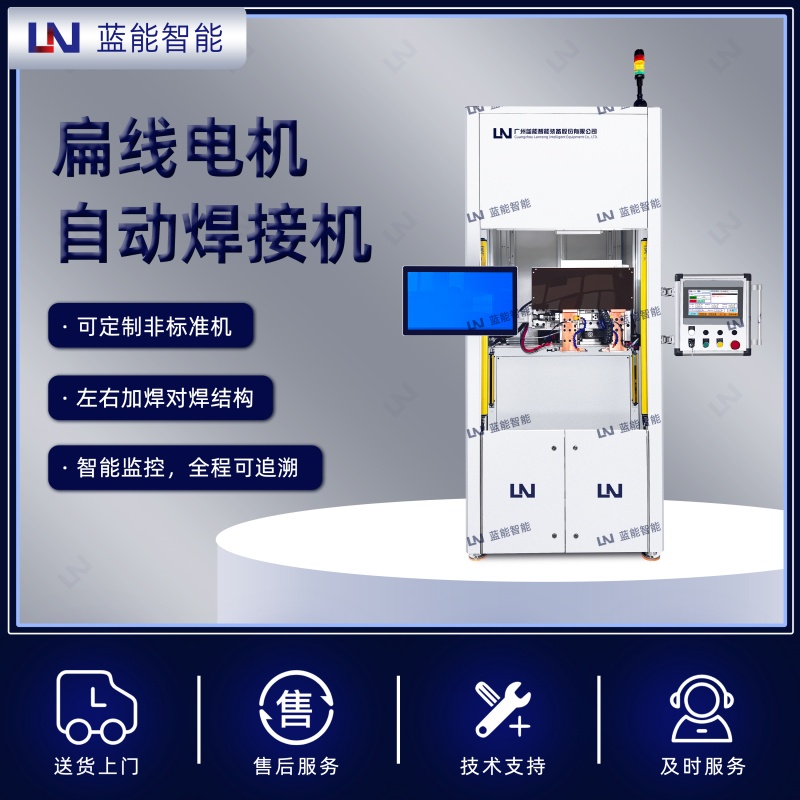
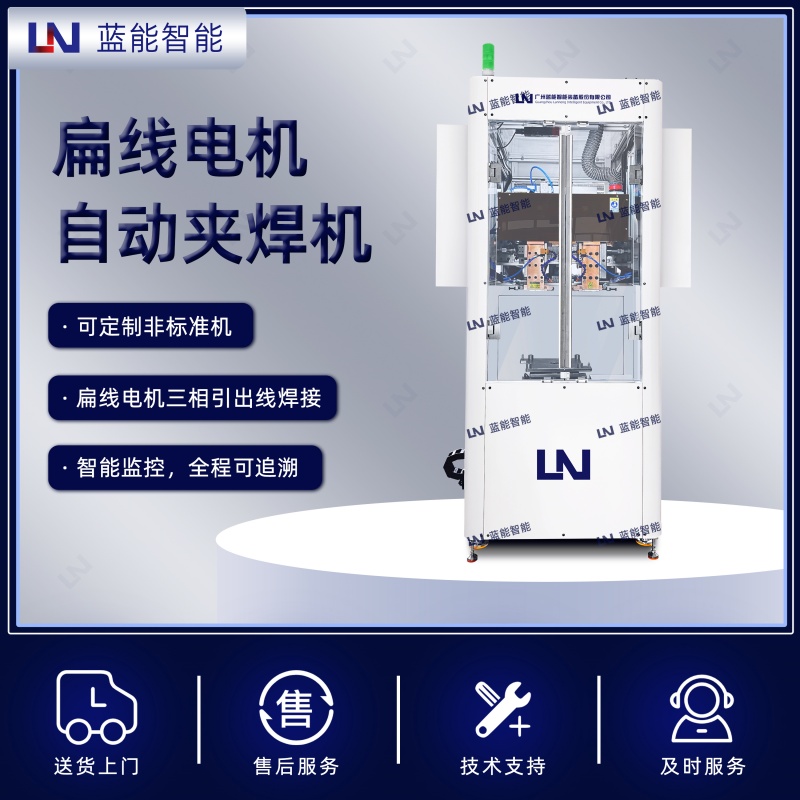
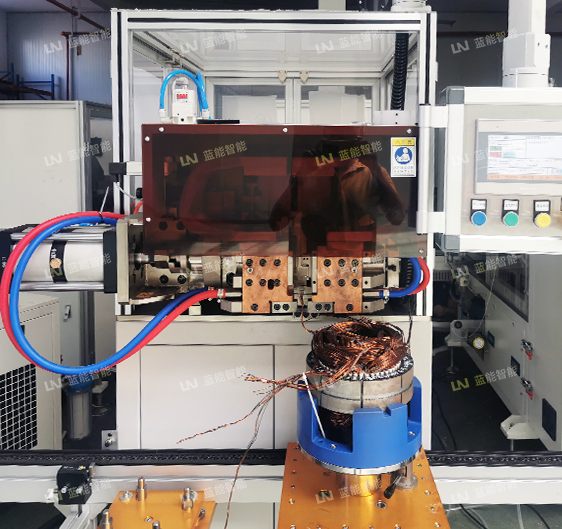
扁线电机引线焊接
-
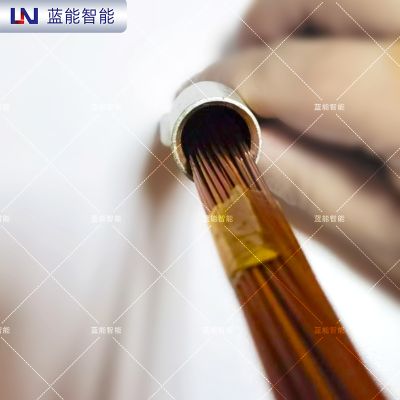
利兹线/丝包线焊接
-
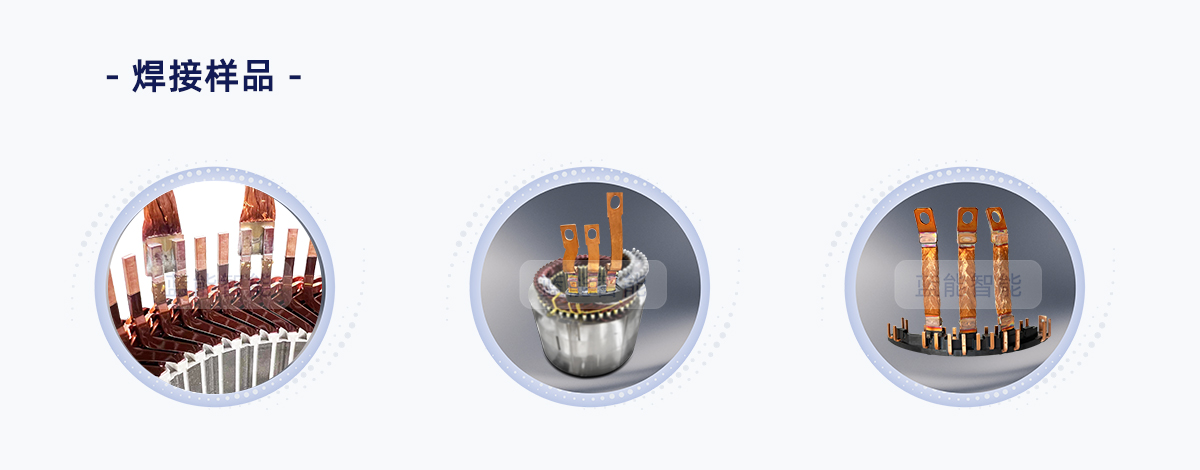
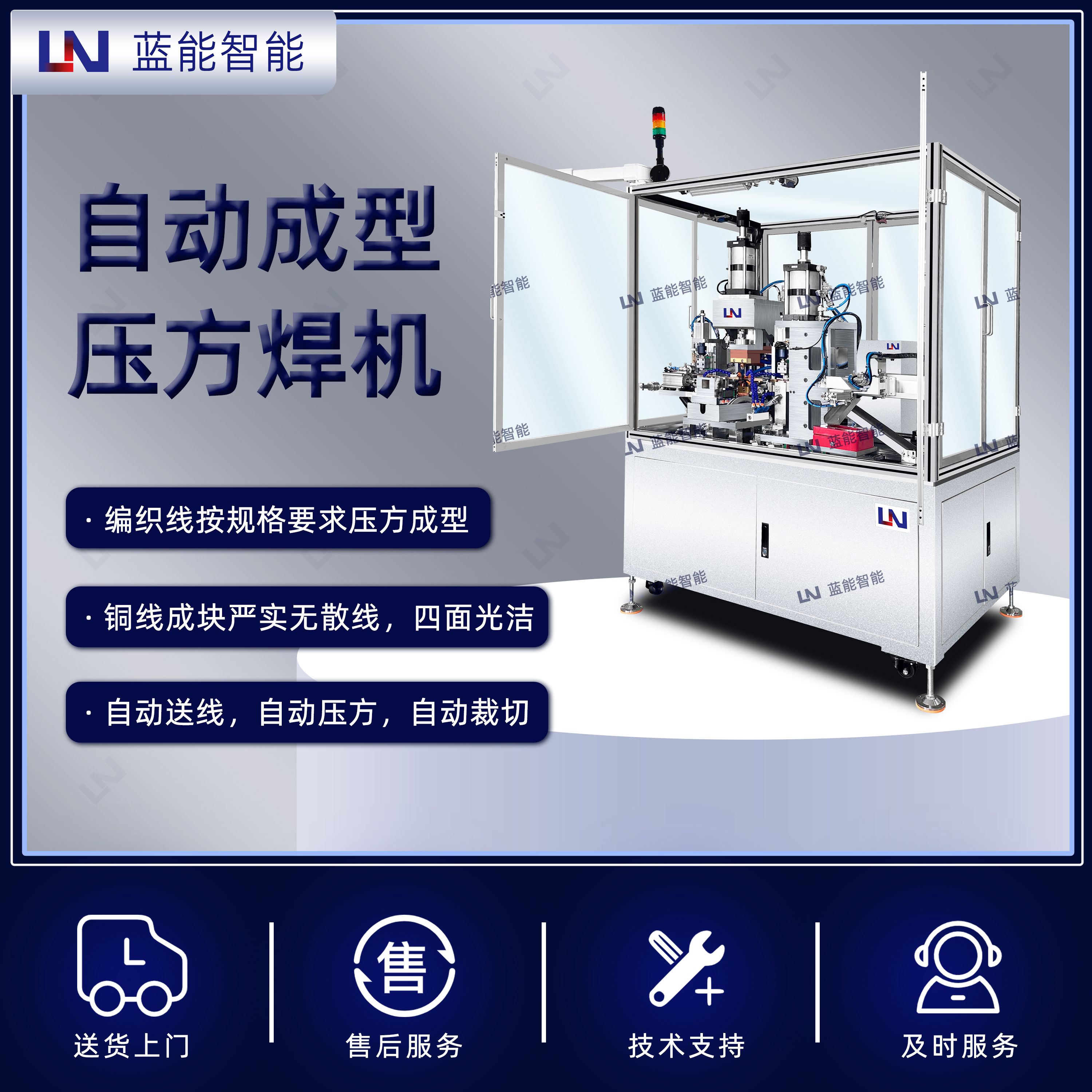
成型压方焊接
-
精密左右焊接
-
自动/其他焊接


扁线电机合作客户: 博格华纳、方正、汇川、易唯科、无锡跃科、铭纳阳、 大连豪森、上海邦迪、长沙易斯特、上海伟本、珠海达明、合力士、艾易得、 东莞皓星、苏州英维特、松正等。








- 1
- 2
- 3
- 4
- 5
- 6
- 7
- 8
- 9








- 1
- 2
- 3
- 4
- 5
- 6












-
19
-
18
-
7
-
17
-
3
-
1
-
4
-
5
-
6
-
8
-
9
-
10
-
11
-
12
-
2
-
13
-
16
-
24
-
20
-
21
-
23
-
22
-
18
-
6























-
- 企业资讯 陕西某知名传感器制造企业选用我司点焊机代替米亚基点焊机
陕西某知名传感器制造企业选用我司点焊机代替米亚基点焊机 陕西某传感器制造企业是国内最大最知名的压力传感器制造企业,对产品品质要求非常高,之前一直都有用米亚基的点焊机。

-
- 企业资讯 点焊机技术哪家强,中国广东找蓝能!
“哪家强”是多么热闹的发问,那么问题来了?到底“哪家强”?各领域的行业高手,都舍不得错过这个套用金句的宣传。只是空喊,模仿也是不行的,毕竟是要经历时间检验的,口碑营销在当下也是最为重要的,客户口口相传就真的可以不怕巷子深。 =

-
- 企业资讯 2014年国庆放假7天,同贺国庆65周年
2014年国庆假期明天正式开始,热烈祝贺我们可爱的祖国65岁生日快乐!我司2014年国庆节放假安排:2014年10月1日至10月7日放假,共7天。其中10月1日(星期三)、10月2日(星期四)、10月3日(星期五)为国庆节法定节假日, 10月4日(星期六)、10月5日(星期日)公休9月28日(星期日)、10月11日(星期六)公休分别调至10月6日(星期一)、10月7日(星期二)。友情提示:9月28...
-
- 企业资讯 传感器电刷六元合金丝和铜片焊接点焊电源
昨日接到一客户电话,咨询传感器刷片六元合金丝的焊接。一下子忆起两年前做过的一个项目,正是六元合金丝的焊接。印象深刻的是焊接要求比较高,这客户当时已经试过其他家提供的储能式焊接电源,效果不佳。找到我们就说要求电流输出稳定,波动小,焊接合金丝要达到丝变形小的效果。因为合金丝非常细小,对焊接能量控制要求高,否则合金丝压痕深,变形过大,在我们看来,电阻焊技术中就是要采用我们的中频直流点焊电源才可以。沟...
-
- 企业资讯 浙江瑞安某大型汽车零部件制造企业选用我司逆变点焊机
浙江瑞安某大型上市汽车零部件制造企业选用我司逆变点焊机一台。此汽车零部件制造企业选用我司逆变点焊机是焊接电磁阀线圈:漆包线和铜端子的焊接。特点:1、采用中频点焊机直接焊接,不用焊锡; 2、不用事先去漆皮; 3、效率快,工艺好;电极下压住铜端子,利用铜端子自身的电阻、施加在铜端子上的加压力和导通的大电流,在工件接触部产生焦耳热,热量首先融掉漆皮,去漆皮后的铜线和铜端子接触点进行熔融的金属连接、焊接。...
-
- 企业资讯 东莞某大型电动工具制造企业选用我司中频点焊机
东莞某大型电动工具制造企业选用我司中频点焊机 东莞某电动工具制造企业是国内规模最大的电动工具制造企业,用了非常多的中频点焊机,主要是米亚基和Unitek的。客户因为对焊接要求非常高,所以一般都没有考虑到国产点焊机。偶然的原因,对方了解到我们也能生产中频点焊机,尝试性的和我们接触。经过长期的接触,认为我们应该不错,表示后期可以考虑。这次因为新的一个项目,一个新产品的焊接,是铜和铜的焊接,就给样品我们...
-
- 企业资讯 某汽车电子配件企业选用我司中频逆变点焊机
某汽车电子配件企业选用我司中频逆变点焊机某汽车电子配件企业主要生产汽车整流子,汽车整流桥,对焊接要求非常高,要求焊接稳定,无虚焊。我司专门针对汽车电子配件企业的中频逆变点焊机完全可以满足客户最高要求

-
技术交流
-
企业资讯
-
行业资讯
-
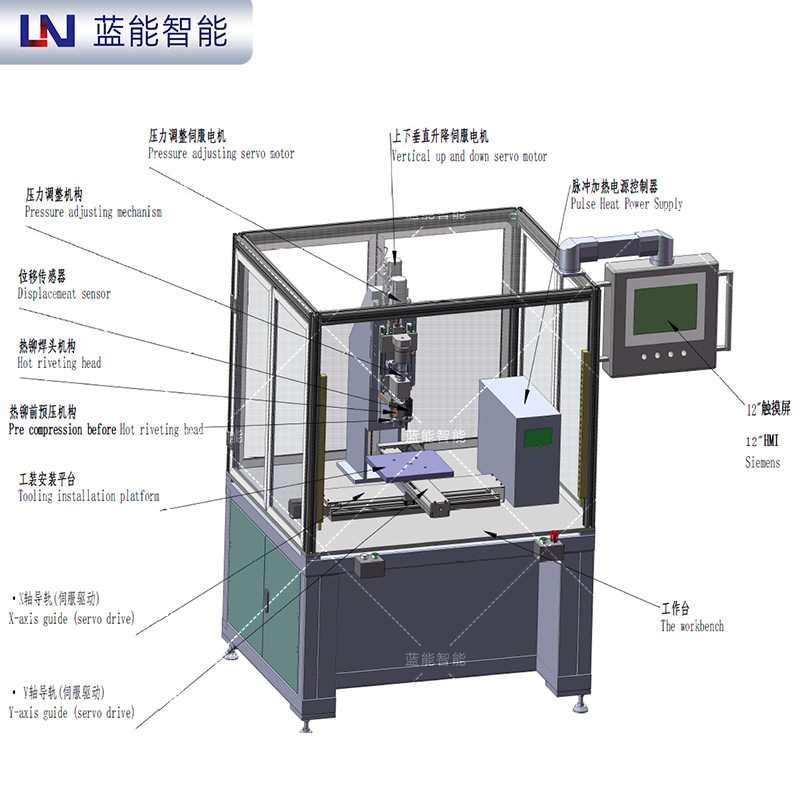
- 技术交流 ·塑料热铆自动焊接机有什么特点?
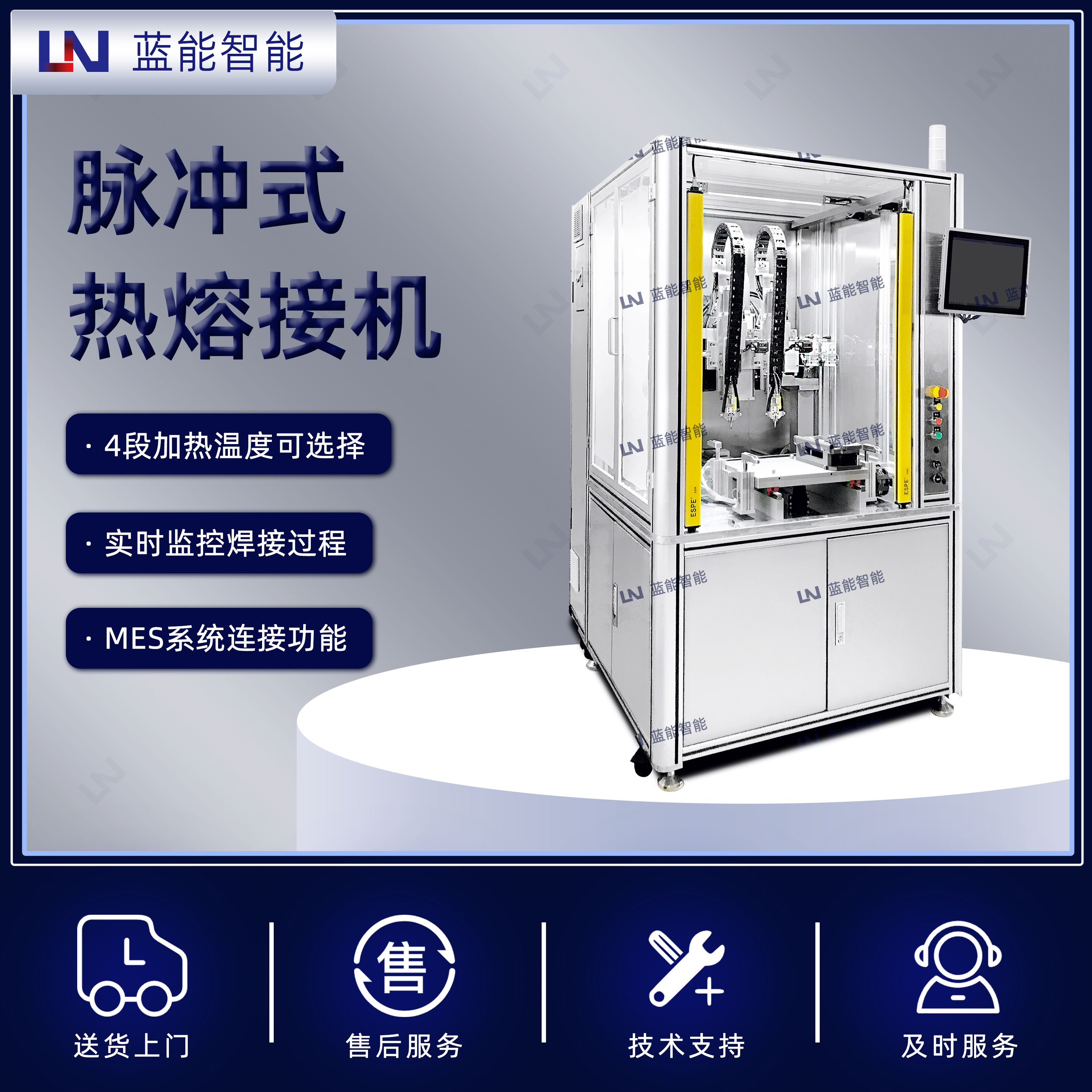
1)温度设置功能:有4段加热温度可选择,能够对每个热铆头的每段工作目标温度进行设置、最后一段可以作为冷却的目标温度设置,一共有(T1-T5)5个温度可以设置。根据温度反馈实现稳定的焊接。温控精度为±6°。
-
- 技术交流 ·中频点焊机的焊接效果好吗?
《铜线铜片焊接点焊机》一、铜焊接中频点焊机焊接实例二、电阻焊接模式、电阻焊接时的温度分布三、铜点焊机的构成和作用 电阻焊接是将被焊接物用电极挟住后,施加压力的同时进行通电。3、焊头:控制压力。

-
- 技术交流 ·什么是热熔焊接?
热熔焊接原理说明大电流通过电极及铜端子,产生足够的电阻热传导到铜端子上,利用这个热量以及加压力进行压接。4、铜端子厚度偏差:焊接后在0.1mm内;一次焊接过程中可以分段设置压力,保证最佳热压效果。
-
- 技术交流 ·点焊机怎么选择合适的焊接机头??
目前点焊机行业的焊接机头大致分为以下三种:第一种:气缸直接下压。 第二种:弹簧加压。 第三种:伺服电机加压。形成一个可靠的焊点,除了电流,时间,合适的压力外,随动性也是一个不可缺少的条件。

-
- 技术交流 ·选择冷压焊接or热熔焊接?哪个焊接效果好?
在漆包线端子焊接时,会有漆包线少但也需用很大端子的情况,冷压接需要刮漆皮,且需塞铜线进去。2、铜端子厚度偏差:焊接后在0.1mm内。5、焊接参数监控功能:具有焊接电流、时间、位移、压力监控及上下限报警功能;
-
- 技术交流 ·影响焊接机焊接效果的因素有哪些?
焊接电流、通电时间、加压力、材料表面状态等都是影响电阻焊机焊接的重要因素。其中点焊机焊接电流、通电时间、加压力被称为点焊机焊接的三大要素。以下简要说明各因素对焊接的实际影响,以便更好认识和使用设备。

-
- 技术交流 ·扁线电机引出线铜片怎么焊接?
焊接效果检测和设备性能要求:
1、焊料必须要100%熔接,焊接后铜线和铜片,或铜片和铜片之间需要完全粘连,破坏测试试验时两种金属不能相对分开,需成撕裂状;
2、焊接需要保持一致性,焊接后端子厚度偏差不超过0.1mm;
3、设备需要具备位移监控、压力监控、电流监控、时间监控等功能,并且数据需要可保存并且能和MES对接。

-
- 技术交流 ·焊接电机碳刷引线有什么方法?
电机碳刷引线(铜线、编织线)焊接采用我司中频点焊机可以实现直接焊接,编织线焊接和铜线焊接,编织线和铜端子焊接。变压器有两档选择,7.1V和8.5V可选,针对不同的焊接,不同的回路,可以选择不同的电压。

-
- 技术交流 ·点焊机电极打磨前后焊接效果不一致什么原因?
在点焊机使用过程中会发现,点焊机焊接时换上新电极或者是电极打磨之后焊接效果不一样,输出能量好像有变化,影响了焊接一致性。找废材料事先放电几十次,再正式焊接产品。第一段可以设定100%电流,焊接点N次;

-
- 技术交流 ·广州蓝能智能电机引线焊接机分类合集!
众多新能源汽车电机生产企业的选择: 法雷奥、NIDEC、西门子、SEW、方正汇川、卧龙采埃孚、中车电机、信质、势拓、巨一、菲仕、湖州南洋等。
扁线电机合作客户:方正、汇川、博格华纳、松正、大连豪森、珠海达明无锡跃科、合力士、上海邦迪、长沙亿斯特、上海伟本等。












-
联系我们
-
售后服务
广州蓝能智能装备股份有限公司
020-34154005 / 34252975
传真:020-34154005
QQ:459359414,2295546976
邮箱:dengxiwen@cn-ln.net; lijinyu@cn-ln.net
网址:www.cn-ln.net
公众微信号: cnlndz
地址:广州市白云区西槎路671号聚龙工业区29栋7楼

扫一扫保存联系方式