
欢迎进入蓝能官方网站!
【电话热线】020-34154005
抖音扫码关注




微信扫码咨询
【手机微信】13922491768
020-34252975
- 产品分类 -
PRODUCT CLASSIFICATION
————
-
圆线电机引线焊接
-
扁线电机引线焊接
-
利兹线/丝包线焊接
-
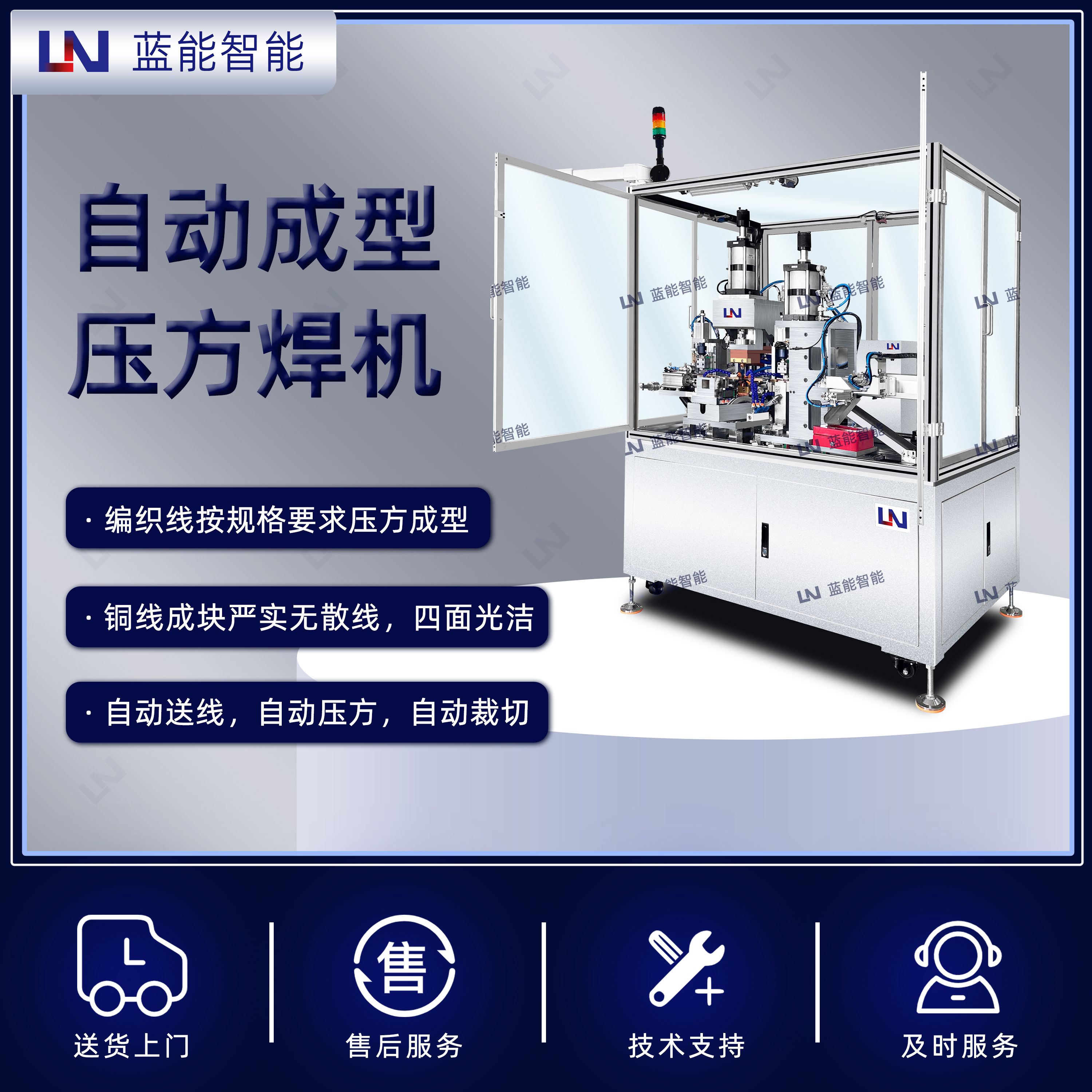
成型压方焊接
-
精密左右焊接
-
自动/其他焊接



适用于:1、 车载充电机、变压器、充电桩、充电电源、充电器等。2、丝包线、 膜包线、麦拉线等。



- 热销新品 -
HOT SELLING
————




- 公司介绍 -
COMPANY INTRODUCTION
————
- 荣誉资质 -
QUALIFICATION
————
- 1
- 2
- 3
- 4
- 5
- 6
- 7
- 8
- 9








- 1
- 2
- 3
- 4
- 5
- 6





广州蓝能智能装备股份有限公司成立于2011年,作为精密电阻焊领域的创新先锋,我们始终致力于智能焊接装备的自主研发与产业化应用,为先进制造领域提供高精度、智能化的焊接解决方案。
【企业荣誉】
· 高新技术企业
· 省级“专精特新”企业
· 科技型中小企业
· 中国汽车工业协会车用电机电子电器分会会员
· 中国汽车新能源电机电控产业联盟会员
· 中国电器工业协会中小型电机分会会员
【核心技术】
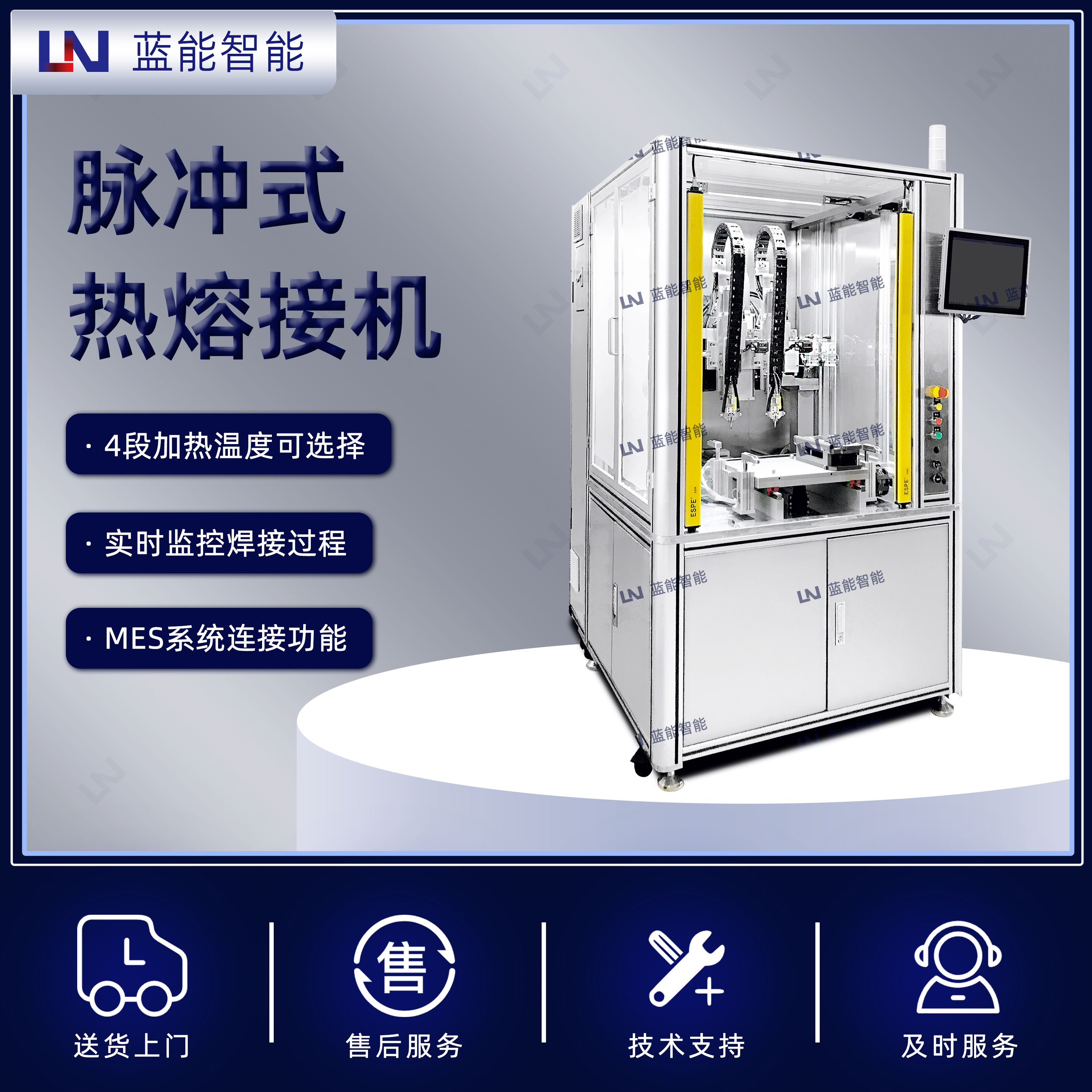
深耕电阻焊技术研发十余载,已形成涵盖热熔焊接、中频交/直流焊、高频逆变直流焊、精密微点焊等核心技术矩阵。自主研发的智能焊接系统集成数据监控系统、自适应控制等创新技术,实现焊接精度±0.02mm、良品率99.8%的行业领先水平。
【行业赋能】
业务版图覆盖新能源汽车三电系统、航空电子元器件、光通信器件、医疗设备等高端制造领域,构建从工艺研发、设备定制到产线集成的全产业链服务能力。重点服务长三角、珠三角两大先进制造业集群,辐射全国20+省市高端制造基地。
【合作客户】
为华为技术、中车集团、大疆、瑞声、等行业巨头提供设备和服务,累计为12大行业300+企业2000+项目提供智能焊接升级方案,部分客户建立深度技术合作关系,提供高品质产品通过CE等国际认证,技术参数达到欧洲标准,助力客户实现进口替代与工艺革新。合作客户有:
· 新能源电机行业:广汽、大众、苏州汇川动力、浙江方正、博格华纳、卧龙采埃孚、武汉智新、宁波菲仕、合肥巨一、法雷奥、珠海英博尔、索恩格、中车、信质、极电、厦门势拓、威灵汽车、南洋、舜驱、格雷博、奥思伟尔、双林、易唯科、朗高、松正、金康新能源,芜湖杰瑞诺、山东博源、常州新誉、柳机等。
· 伺服电机行业:西门子中国、SEW电机、诺德电机、苏州汇川技术、库卡机器人、艾创、菲仕等。
· 磁性元件行业:可立克、海光、威迈斯、威海昌星、雅玛西、东莞昱懋、铂恩氏、天津光电、京泉华、顺络。
· 空压机行业:广东美芝、芜湖美芝、江西海立、奥克斯、比泽尔。







- 合作客户 -
COOPERATIVE CUSTOMER
————
-
19
-
18
-
7
-
17
-
3
-
1
-
4
-
5
-
6
-
8
-
9
-
10
-
11
-
12
-
2
-
13
-
16
-
24
-
20
-
21
-
23
-
22
-
18
-
6























- 产品焊接视频 -
WELDING VIDEO
————

-
- 企业资讯 陕西某知名传感器制造企业选用我司点焊机代替米亚基点焊机
陕西某知名传感器制造企业选用我司点焊机代替米亚基点焊机 陕西某传感器制造企业是国内最大最知名的压力传感器制造企业,对产品品质要求非常高,之前一直都有用米亚基的点焊机。

-
- 企业资讯 点焊机技术哪家强,中国广东找蓝能!
“哪家强”是多么热闹的发问,那么问题来了?到底“哪家强”?各领域的行业高手,都舍不得错过这个套用金句的宣传。只是空喊,模仿也是不行的,毕竟是要经历时间检验的,口碑营销在当下也是最为重要的,客户口口相传就真的可以不怕巷子深。 =

-
- 企业资讯 2014年国庆放假7天,同贺国庆65周年
2014年国庆假期明天正式开始,热烈祝贺我们可爱的祖国65岁生日快乐!我司2014年国庆节放假安排:2014年10月1日至10月7日放假,共7天。其中10月1日(星期三)、10月2日(星期四)、10月3日(星期五)为国庆节法定节假日, 10月4日(星期六)、10月5日(星期日)公休9月28日(星期日)、10月11日(星期六)公休分别调至10月6日(星期一)、10月7日(星期二)。友情提示:9月28...
-
- 企业资讯 传感器电刷六元合金丝和铜片焊接点焊电源
昨日接到一客户电话,咨询传感器刷片六元合金丝的焊接。一下子忆起两年前做过的一个项目,正是六元合金丝的焊接。印象深刻的是焊接要求比较高,这客户当时已经试过其他家提供的储能式焊接电源,效果不佳。找到我们就说要求电流输出稳定,波动小,焊接合金丝要达到丝变形小的效果。因为合金丝非常细小,对焊接能量控制要求高,否则合金丝压痕深,变形过大,在我们看来,电阻焊技术中就是要采用我们的中频直流点焊电源才可以。沟...
-
- 企业资讯 浙江瑞安某大型汽车零部件制造企业选用我司逆变点焊机
浙江瑞安某大型上市汽车零部件制造企业选用我司逆变点焊机一台。此汽车零部件制造企业选用我司逆变点焊机是焊接电磁阀线圈:漆包线和铜端子的焊接。特点:1、采用中频点焊机直接焊接,不用焊锡; 2、不用事先去漆皮; 3、效率快,工艺好;电极下压住铜端子,利用铜端子自身的电阻、施加在铜端子上的加压力和导通的大电流,在工件接触部产生焦耳热,热量首先融掉漆皮,去漆皮后的铜线和铜端子接触点进行熔融的金属连接、焊接。...
-
- 企业资讯 东莞某大型电动工具制造企业选用我司中频点焊机
东莞某大型电动工具制造企业选用我司中频点焊机 东莞某电动工具制造企业是国内规模最大的电动工具制造企业,用了非常多的中频点焊机,主要是米亚基和Unitek的。客户因为对焊接要求非常高,所以一般都没有考虑到国产点焊机。偶然的原因,对方了解到我们也能生产中频点焊机,尝试性的和我们接触。经过长期的接触,认为我们应该不错,表示后期可以考虑。这次因为新的一个项目,一个新产品的焊接,是铜和铜的焊接,就给样品我们...

-
- 企业资讯 某汽车电子配件企业选用我司中频逆变点焊机
某汽车电子配件企业选用我司中频逆变点焊机某汽车电子配件企业主要生产汽车整流子,汽车整流桥,对焊接要求非常高,要求焊接稳定,无虚焊。我司专门针对汽车电子配件企业的中频逆变点焊机完全可以满足客户最高要求

- 新闻中心 -
NEWS CENTER
————
-
技术交流
-
企业资讯
-
行业资讯

-
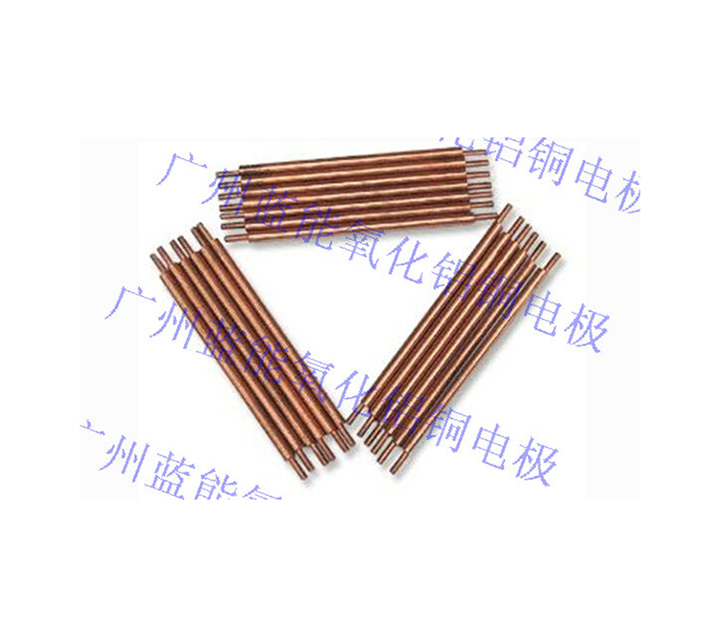
- 技术交流 ·弧焊专用钨铜电极详细介绍——广州蓝能电子科技
钨铜埋弧焊导电嘴,钨铜导电嘴,氧化铝铜导电嘴,气保焊枪钨铜导电嘴,MAG钨铜导电嘴 ,MIG钨铜导电嘴 埋弧焊机在工作时使用电流较大,电弧的电场强度较高,因此对制作导电嘴的材料要求导电性能良好、耐磨性好以及熔点高。 埋弧焊导电嘴对埋弧焊机器使用起到比较重要的作用。目前工厂中大量采用的紫铜或铬锆铜导电嘴,一般都不耐磨,而且在焊接过程中还容易粘附飞溅,堵塞焊嘴,或是焊丝与导电嘴发生粘结,造...


-
- 技术交流 ·马达转子焊接专用中频逆变焊接电源--广州蓝能电子科技
马达换向器转子的焊接由于其独特的结构有别于一般的板材焊接。 1、焊接位移量大。从最初的换向器弯钩张开状态到焊完闭合状态位移量较大。 2、动态电阻变化大。位移量大使得动态电阻不稳定,且电阻在弯钩闭合前后有个突变过程。 3、焊接时间长。换向器的焊接由于焊接机理类似于热压焊,往往需要50-150ms的放电时间。 4、焊接温度高。焊接是在高温下降铜钩压入原子间距,温度最高区域约800度。 所以马达...


-
- 技术交流 ·钨铜螺母电极 螺母电极盖 螺母电极--广州蓝能电子科技
钨铜螺母电极 螺母电极盖 螺母电极--广州蓝能电子科技 在汽车,桥梁以及各种工业产品中,许多零件以及材料是通过螺母或者螺栓连接在一起的。其中最难解决的是凸点硬度高,焊接强度高等要求。 通常要解决这个问题以实现工业自动化,需要优质的螺母焊电极,螺柱焊电极。现在市面上流行的螺母以及螺栓电极采用的是紫铜,铬锆铜。这些材料做成的电极具有使用使用寿命不长,焊接强度不高的问题。 蓝能在多年的研发以及...

-
- 技术交流 ·脉冲热压机热压头及热压头座怎么维护保养?
热压头是脉冲热压机的重要组成部分,热压头的状况直径影响焊接质量,因此在脉冲热压机使用过程中要注意热压头的维护保养。那么要检查注意些什么了?主要有: 1、热压头使用一段时间后,如果端面积聚了焊接残渣,会影响焊接质量。可用酒精对其进行清洗,使热压头端面光洁,即可达到清除残渣的目的,修磨后如焊接效果仍不好,则需要更换新的热压头。 2、要检查热压头座的绝缘垫圈、垫片是否磨损,热压头座左、右块有无短路,...


-
- 技术交流 ·导线端子压接和焊接性能对比——广州蓝能点焊机
导线端子压接 端子压接是对电线铜丝进行简单挤压,使铜丝产生物理变形,利用相邻铜丝之间的表面摩擦力来包证电线和端子之间的连接。这样就有可能出现铜丝变形不足,即在铜丝和铜丝之间,铜丝和端子之间形成空洞(如图示)。导致压接部位电阻系数增加,导电性下降,使用耐久性降低。并且易发热产生高温,形成线束烧坏隐患点。导线端子压接点锡 对端子压接剖面不良,一般采取在端子铜丝压着部位进行点锡处理(如图1示)。但从...

-
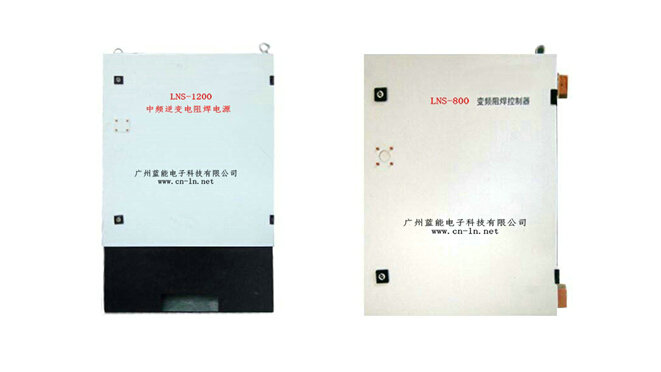
- 技术交流 ·中频逆变直流电阻焊机控制器详细介绍——广州蓝能电子科技
LN大功率中频逆变电阻焊机控制器技术参数型号LND-400ALND-800ALND-1200ALND-2400A输入电压380V380V380V380V输出电压单相PWM 输出 500V单相PWM 输出 500V单相PWM 输出 500V单相PWM 输出 500V输出电流400A800A1200A2400A焊接电流可达20000A30000A40000A80000A逆变频率KHZ1111三段加热过...


-
- 技术交流 ·HOTBAR焊接不良、空焊、连锡的问题分析和解决方法--广州蓝能电子Hot bar机
影响HOTBAR焊接不良、空焊、连锡等,无非就是物料,温度,水平,压力,压合位置,锡量这几个主要因素。(广州蓝能电子www.cn-ln.net,专业生产脉冲热压机hot bar机,Hotbar头) 一、HB头温度不够 FPC材料或HotBar头的问题:建议用SMT的profile温度量测器先实际检测一下HotBar的温度有没有上来,怀疑FPC的cover film材质有变更成较不易导热的材质...

-
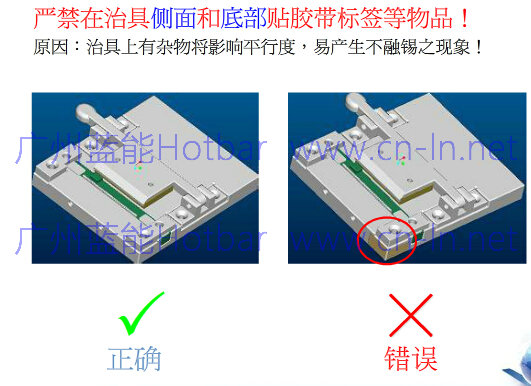
- 技术交流 ·脉冲热压机hotbar焊接不上的原因分析--广州蓝能脉冲热压机
脉冲热压机hotbar焊接不上的原因分析--广州蓝能脉冲热压机 我们在调试脉冲热压机hotbar机器时以及客户在使用中也会经常遇到感觉好像焊接不上的情况,经过实践,我们可以从以下几方面分析。 一、 焊头平整度问题 在感觉焊接不上的所有情况中,焊头和需焊接产品(FPC、FFC、线材)调整不够平整的情况最突出。 这其中又有几种情况。 1、 工装治具不平整 2、 焊头加压时,焊头和需焊...


-
- 技术交流 ·再谈铝板铝合金的焊接——广州蓝能电子科技有限公司
铝以及铝合金的电阻点焊是一个比较困难的技术。原因是铝的电阻很低,在融化之前起电导率接近于纯铜。所以,对于纯铝来说,即使是使用纯铜做电极也很难产生点焊必须要的熔核电阻焊电极。(广州蓝能电子科技www.cn-ln.net 中频点焊机制造商,电极生产商) 铝及其合金是具有可焊性的,其基于三个因素: 第一: 目前在生产实践中,我们经常用到的是铝镁合金,铝铜合金,他们的电导率是要比纯铝低很多,并具...

-
- 技术交流 ·电阻点焊机用铬锆铜电极失效分析及解决方案--广州蓝能电子科技有限公司
电阻点焊机用铬铜电极在焊接过程中,失效的主要形式是塑性变形、表面的合金化和再结晶以及粘附,导致电极寿命降低,另外磨损也是不可忽视的失效形式之一。 1、铬锆铜电极的软化温度较低(约为 550℃),远低于电极点焊时的表面温度。一般来讲,电极表面的温度与焊件表面的温度应相等,点焊时,钢板的表面温度大约为 700℃左右,点焊镀锌钢板时,电极表面的温度能达到800~900℃。电极端面的硬度、强度降低,...










-
联系我们
-
售后服务
技术支持
焊接件结构建议,可行性分析,焊接工艺、 设备方案、焊接结果检测技术服务支持。
及时服务
24小时及时响应客户的问题反馈。
售后服务
设备交钥匙服务品质,现场陪产、设备维护 保养、设备应用工艺扩展全面技术服务。
广州蓝能智能装备股份有限公司
020-34154005 / 34252975
传真:020-34154005
QQ:459359414,2295546976
邮箱:dengxiwen@cn-ln.net; lijinyu@cn-ln.net
网址:www.cn-ln.net
公众微信号: cnlndz
地址:广州市白云区西槎路671号聚龙工业区29栋7楼

扫一扫保存联系方式