
欢迎进入蓝能官方网站!
【电话热线】020-34154005
抖音扫码关注




微信扫码咨询
【手机微信】13922491768
020-34252975
-
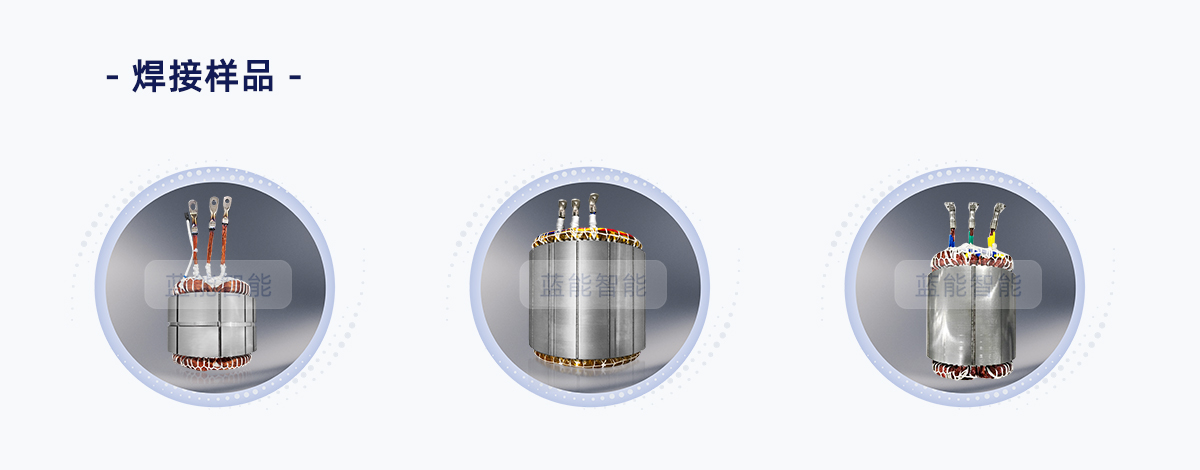
圆线电机引线焊接
-
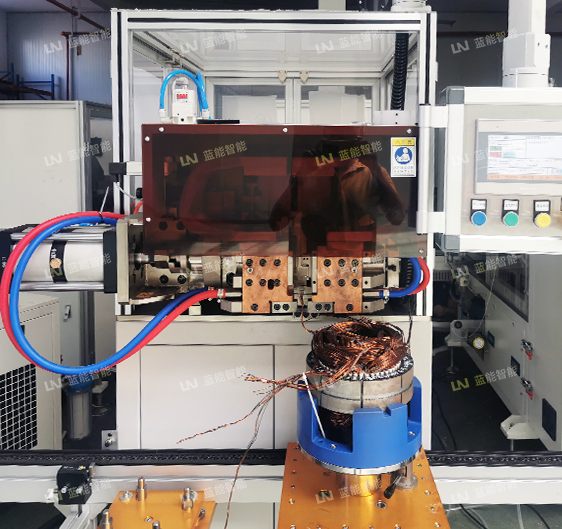
扁线电机引线焊接
-
利兹线/丝包线焊接
-
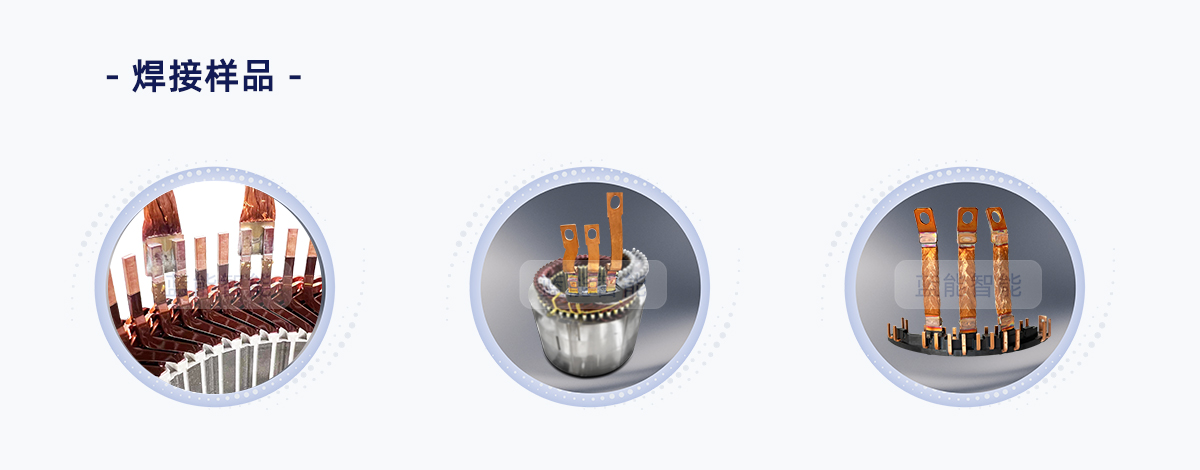
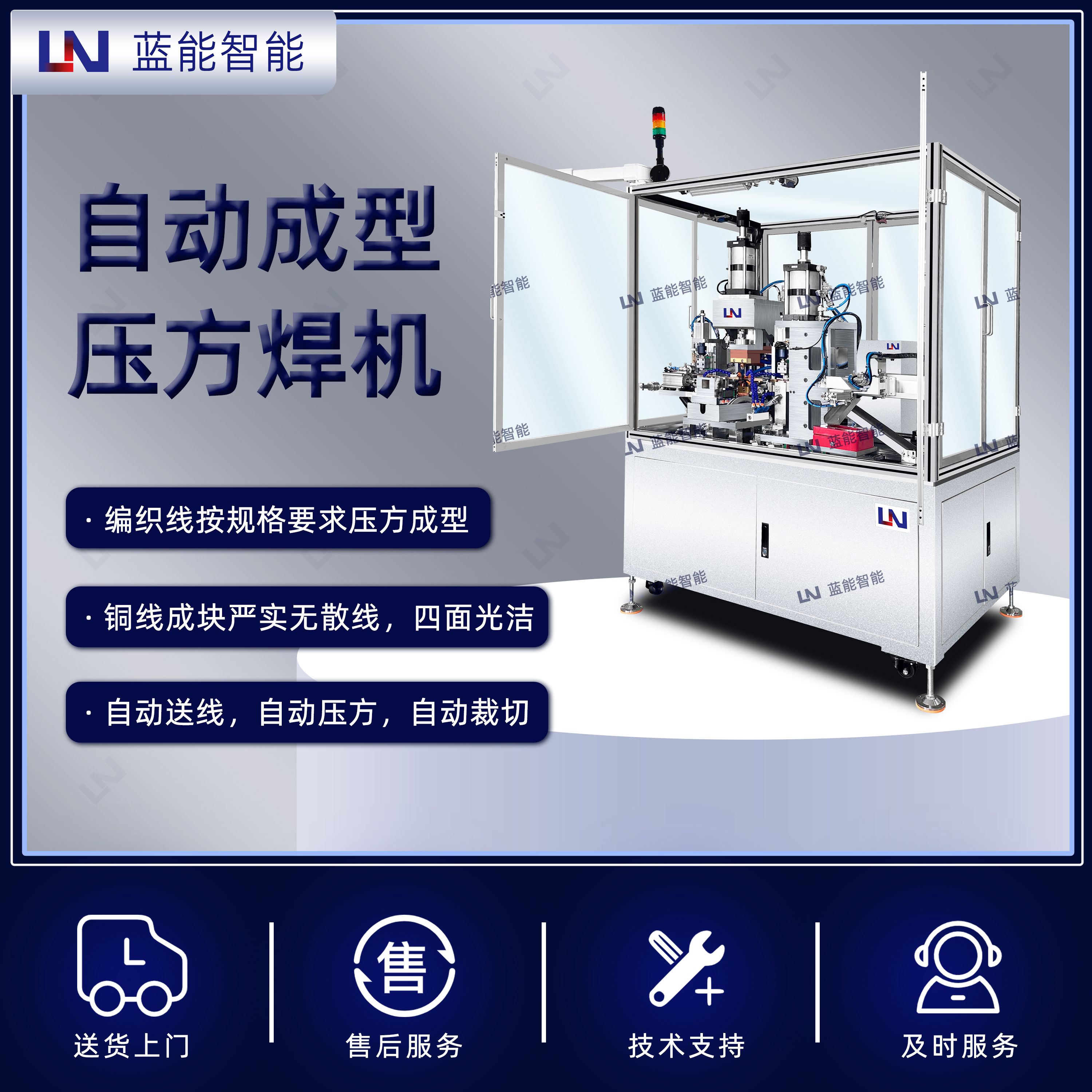
成型压方焊接
-
精密左右焊接
-
自动/其他焊接


扁线电机合作客户: 博格华纳、方正、汇川、易唯科、无锡跃科、铭纳阳、 大连豪森、上海邦迪、长沙易斯特、上海伟本、珠海达明、合力士、艾易得、 东莞皓星、苏州英维特、松正等。








- 1
- 2
- 3
- 4
- 5
- 6
- 7
- 8
- 9








- 1
- 2
- 3
- 4
- 5
- 6












-
19
-
18
-
7
-
17
-
3
-
1
-
4
-
5
-
6
-
8
-
9
-
10
-
11
-
12
-
2
-
13
-
16
-
24
-
20
-
21
-
23
-
22
-
18
-
6























-
- 企业资讯 蓝能电子 祝您元旦快乐!
蓝能电子祝你元旦快乐! 回望2013,有感动与欢笑,有艰难与坚持,有开拓与创新,每个剪影都有各位的身影,每个突破都有各位的支持!感谢您们! 感恩在心,行动在行,2014再一次全力启航,我们将通过技术和服务回馈您们的支持!敬请关注!

-
- 企业资讯 2014“点焊机”工作重点与您分享
岁末,总结规划在每个人脑海翻滚。展望新年,新的期许,新的重点: 1、 坚持并加大网络平台建设与推广: 随着网络营销的变化,大数据的概念,2013年被称为大数据年代,我们的“点焊机”、“焊接电源”、“脉冲热压机”都开始了搜索推广,“大数据”的推动只能让我们跟随时代的需求,继续与“Baidu”等搜索平台的合作。同时完善官网信息内容,保持在线客服,增设微信平台、手机移动推广平台等,通过多种方式与新老...
-
- 企业资讯 积极推进逆变点焊机、脉冲热压机为东南亚企业服务
我司一直和众多合资公司合作,设备在中国大陆得到认可后也逐渐被客户输送到了境外厂区,比如中国台湾,越南、印度、泰国等等。特别是我们的主打产品逆变直流点焊电源,被许多自动化设备生产商应用在自动化机上,比如IC卡自动碰焊机、电光源自动焊设备、电容器自动焊机等,这些自动化设备后来陆续的出口到中国台湾、韩国、印度、印尼、越南等地。我们的产品光荣跟随自动机出口,显示了我国部分自动化设备的国际市场竞争力(高...

-
- 企业资讯 祝贺广州蓝能电子大连办事处成立
为了更好的为客户提供技术支持服务,我司正式在大连成立了办事处。我们可以为黑龙江、吉林、辽宁三省更好的提供技术支持服务。

-
- 企业资讯 热烈祝贺“广州蓝能电子足球队”成立!
热烈祝贺“广州蓝能电子足球队”成立!广州蓝能电子足球队球员由公司职员、球友等组成!广州蓝能电子足球队在成立后的首场比赛中,9:4战胜羊城晚报社足球队。广州蓝能电子足球队希望能和各业余球队一起锻炼锻炼身体,切磋球技!

-
- 企业资讯 某知名碱性电池负极点焊心得(采用中频逆变点焊机)
金霸王电池公司在东莞南城,现被宝洁公司收购,主要生产碱性电池,镍氢电池等。 碱性电池负极和支杆用点焊实现连接,由于负极背面即是成品外观,所以对点焊的要求除了焊接强度等还对外观要求比较高,点焊出来要几乎看不到点焊的痕迹。 老点焊机设备据说是德国进口,一次焊接4个产品,用一个焊接电源,转台式送料,速度很快,噪音也很大,去厂就要发眼镜和耳塞。由于老电源有一定年限而且据说不太稳定,成品率不是太好,...

-
- 企业资讯 某知名电声器件厂家再次订购我司50台高频逆变焊接电源
某知名电声器件厂家再次订购我司50台高频逆变焊接电源 某知名电声器件厂家现在大量的使用自动化焊接设备,公司也确定自动化焊接设备全部配套使用我司的高频逆变直流焊接电源。2013年6月和7月订购了50多台焊接电源。 在电声喇叭等漆包线的焊接中,由于电阻值是在变化的,焊头本身也会积累热量,很容易造成焊接强度过大、焊盘出现异常变形的结果。这就需要控制系统能够处于一个自我调节的闭环控制系统中。 ...

-
技术交流
-
企业资讯
-
行业资讯
-
- 技术交流 ·再说点焊机分类及命名
我们经常听到各种点焊机不同的俗称名字,包括交流点焊机,储能点焊机,直流点焊机,脉冲点焊机,高频点焊机,精密点焊机,中频电阻点焊机,逆变点焊机,脚踏点焊机,气动点焊机,单面点焊机等等。各种点焊机名称到底是什么意思?有什么不同?对于熟悉的朋友来说这都是很简单的问题,但是没有用过点焊机,接触很少的朋友,还是被各种名称,各种销售术语搞得有点晕。 这里先弄清楚点焊机的分类方法,不同分类方法下叫法不同。...

-
- 技术交流 ·凸焊及其和点焊的区别
凸焊是在工件的贴合面上预先加工出一个或多个突起点,使其与另一工件表面相接触并通电加热,然后压塌,使这些接触点形成焊点的电阻焊方法。凸焊是点焊的一种变形,主要用于焊接厚度比较大的铜片、低碳钢、合金钢的冲压件。板件凸焊最合适的厚度是0.5~4mm,小于0.25mm时宜采用点焊。凸焊有如下基本特点: 1、凸焊和点焊一样是热—机械(力)联合作用的焊接过程。相比较而言,其机械(力)的作用和影响大于点焊...
-
- 技术交流 ·铜合金的点焊
铜及铜合金可分为纯铜、黄铜、青铜及白铜等,其中纯铜、无氧铜、磷脱氧铜点焊焊接性很差(不推荐),黄铜一般,青铜较好,白铜较优良。点焊技术要点: 1、铜和高电导率的铜合金点焊时必须采用防止大量散热的电极,一般推荐用钨、钼镶嵌型或铜钨烧结型电极(嵌块直径通常为3~4mm),有时也可采用在电极与工件表面加工艺垫片的措施;相对电导率小于纯铜30%的铜合金点焊时,可采用CdCu合金电极。 2、应采用直...
-
- 技术交流 ·各种加热电源(焊接电源)说明
我们经常会有客户来咨询加热电源,焊接电源,却有时搞不太明白客户的用途,或者是客户本身也不太清晰自己要的功能,只是希望实现加热。实际上和电源的叫法有些关系,比如您在百度上搜索下高频焊接电源,会发现感应焊的,电阻焊的都有;再看下脉冲焊接电源,发现电阻焊,氩弧焊的都有。然后就一个个的看,信息量大了解不到真正需要的。如果更准确的定义就简单了。下面简单说明下高频电阻焊接电源,脉冲加热焊接电源,脉冲氩弧焊...
-
- 技术交流 ·逆变式钨极氩弧焊电源及其控制
钨极氩弧焊(GTAW)被认为是“当今性能最优异的焊接工艺方法”之一。IGBT逆变电源具有宽广的电流连续调节范围和精度以及快速响应能力,将其与运行可靠控制功能丰富的单片机相结什,为拓展GTAW的应用提供了条件。 图6是脉冲GTAW逆变电源(逆变式钨极氩弧焊电源)输出电流的实测波形。其中峰值、基值、起弧值、收弧值、脉冲频率、占空比、爬坡时间、衰减时间等参数分别可调。 图6 脉冲GTAW逆变电...
-
- 技术交流 ·影响点焊机热产出的因素有哪些?
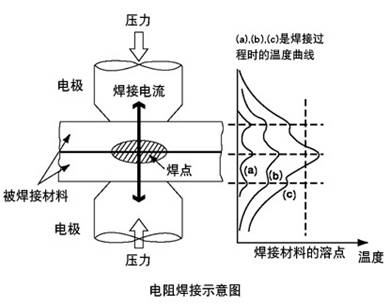
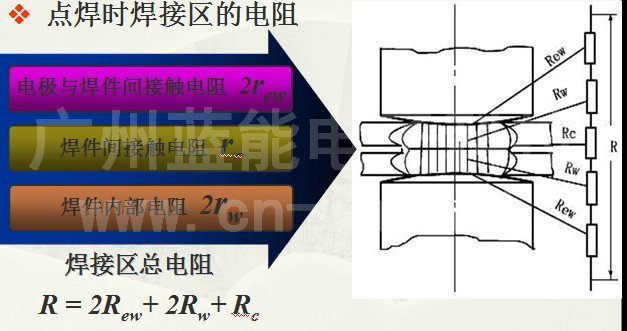
点焊机是利用电阻热和压力实现焊接的专业点焊技术设备,我们专业生产高频点焊机、中频点焊机,是产热比较好的点焊机,电流上升快,能量集中,产热好。高频点焊机、中频点焊机已经在市场中占有相当重要的地位。影响点焊机在焊接过程中的热产出有以下因素:1、电阻: 电阻的大小直接决定着点焊机焊接过程中熔核的形成。电阻是点焊的热源。电阻取决于工件材料的电阻率,电阻率低的能够很好的导电,产热慢,反之高电阻率的工件...
-
- 技术交流 ·点焊机多焊几个点会比较牢固吗?
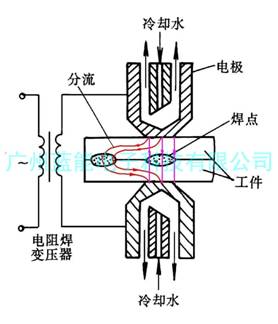
在金属焊接中,使用电阻点焊机焊接的时候,焊牢是最基本的要求,从简单的形象上看似乎焊点越多越牢固,因此部分人会说不行就多焊几个点,肯定牢。其实这是有偏颇的。在多点焊接时,焊点间距是有要求的,越接近这个要求,多个焊点就越牢固。如果焊点间距不符合要求可能会适得其反,焊点越多、间距没规律越不标准越难保障牢固度,焊点的质量会变得更差也是可能的。 造成这种问题的主要原因就是焊点的分流现象。点距过小时易产...
-
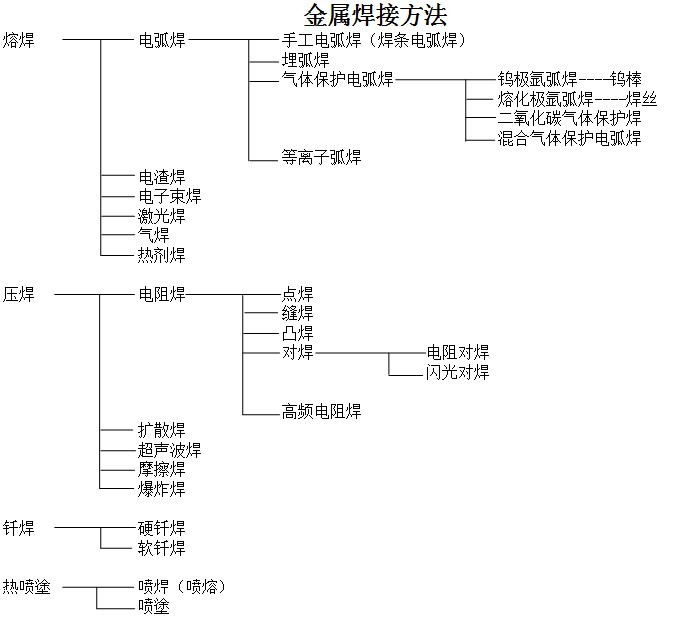
- 技术交流 ·金属焊接的方式都有哪些?
经常遇到一些客户,因为焊接产品结构比较多,焊接部件比较复杂,比如同时需要焊线和线,又需要焊线和片,既有薄的部件,比如在0.5以下,又有厚的,比如2.0以上的,在选择焊接设备,焊接设备的流水线使用配合上总是要事先考虑的。那么应该先清晰以下金属焊接的方式都有哪些?再结合如下几个方面来选择焊接设备: (1)焊接工件材料,形状结构; (2)焊接效果要求,包括品质要求; (3)工作条件和节能要求;...
-
- 技术交流 ·电池点焊机用什么电极?
电池组连接片焊接、锂电池镍带焊接一般都采用单面双点焊点焊机焊接(双针焊接)。 连接片的材料有纯镍片、钢带镀镍等。在焊接中,电极材料如果没有选对,电池点焊机很容易发生“粘电极”现象或者“飞溅”比较严重。 现在电池点焊机电极(双针焊接)材料一般都采用氧化铝铜。氧化铝铜又称为弥散铜, 该复合材料是用12-25 纳米极细小A1203 微粒强化铜的基体,使该材料具有高强度、高硬度、高导电性及高软化...
-
- 技术交流 ·电阻焊电源在细小金属丝对焊中的应用体会
由于电阻对焊的优点:接头光滑,毛刺小,焊接过程简单,在很多细小的金属丝对焊中,都希望可以通过电阻对焊设备来实现。 比如在照明灯具上广泛应用的可伐丝对焊。最近几年由于飞利浦照明产品的升级,在产品焊接上要求可伐丝材料更硬,焊点大小要求更为严格,不能超出线径等,给可伐丝的对焊设备(自动点焊机)带来新的挑战与机遇。可伐丝传统的对焊,包括线径1mm以下的其他材料金属丝的对焊几乎都采用拉弧焊。拉弧焊是一...









-
联系我们
-
售后服务
广州蓝能智能装备股份有限公司
020-34154005 / 34252975
传真:020-34154005
QQ:459359414,2295546976
邮箱:dengxiwen@cn-ln.net; lijinyu@cn-ln.net
网址:www.cn-ln.net
公众微信号: cnlndz
地址:广州市白云区西槎路671号聚龙工业区29栋7楼

扫一扫保存联系方式