
欢迎进入蓝能官方网站!
【电话热线】020-34154005
抖音扫码关注




微信扫码咨询
【手机微信】13922491768
020-34252975
-
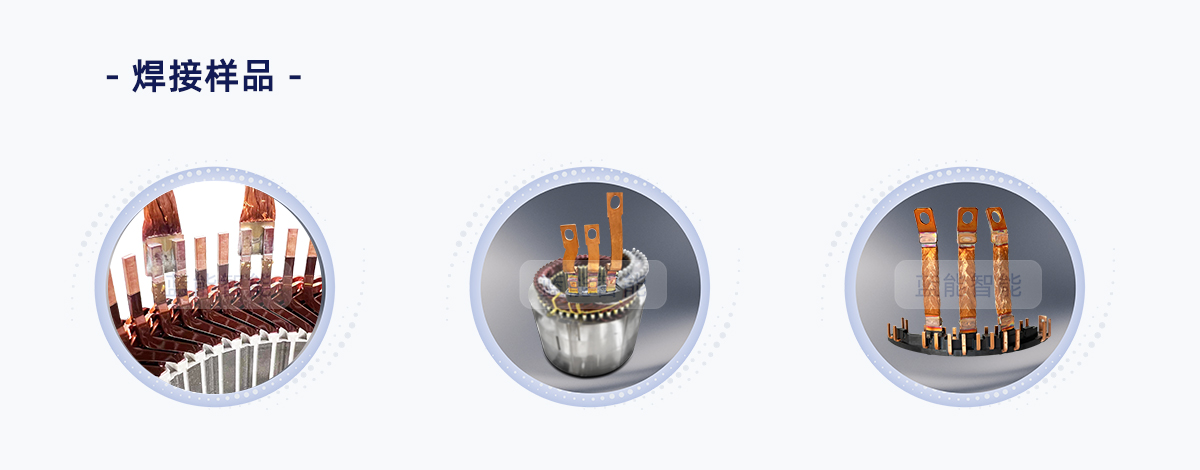
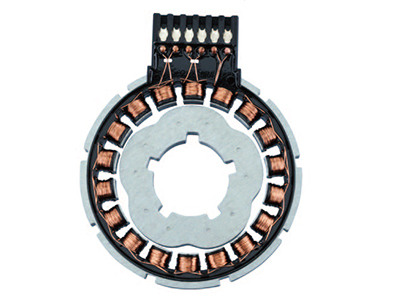
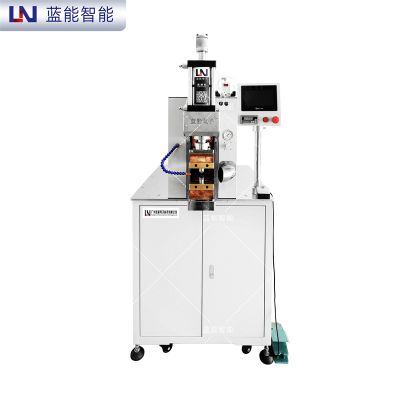
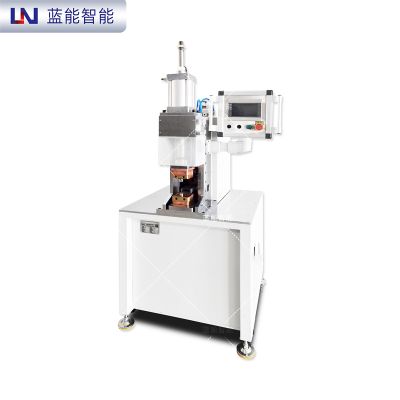
圆线电机引线焊接
-
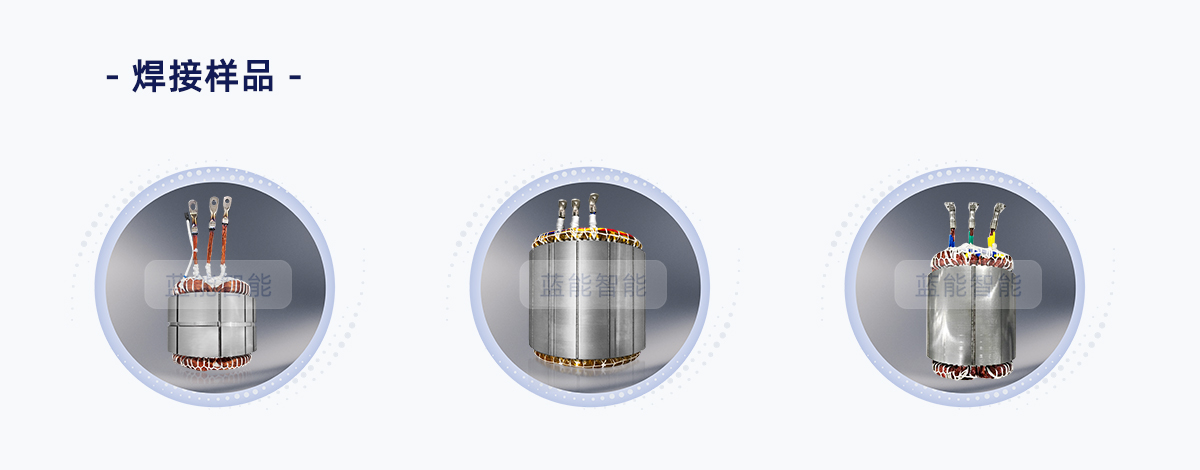
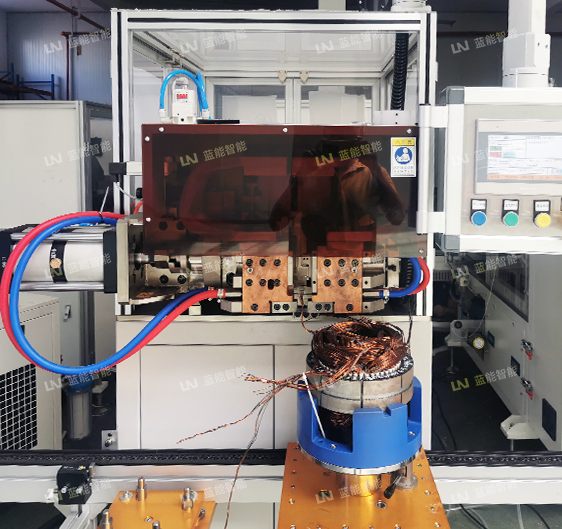
扁线电机引线焊接
-
利兹线/丝包线焊接
-
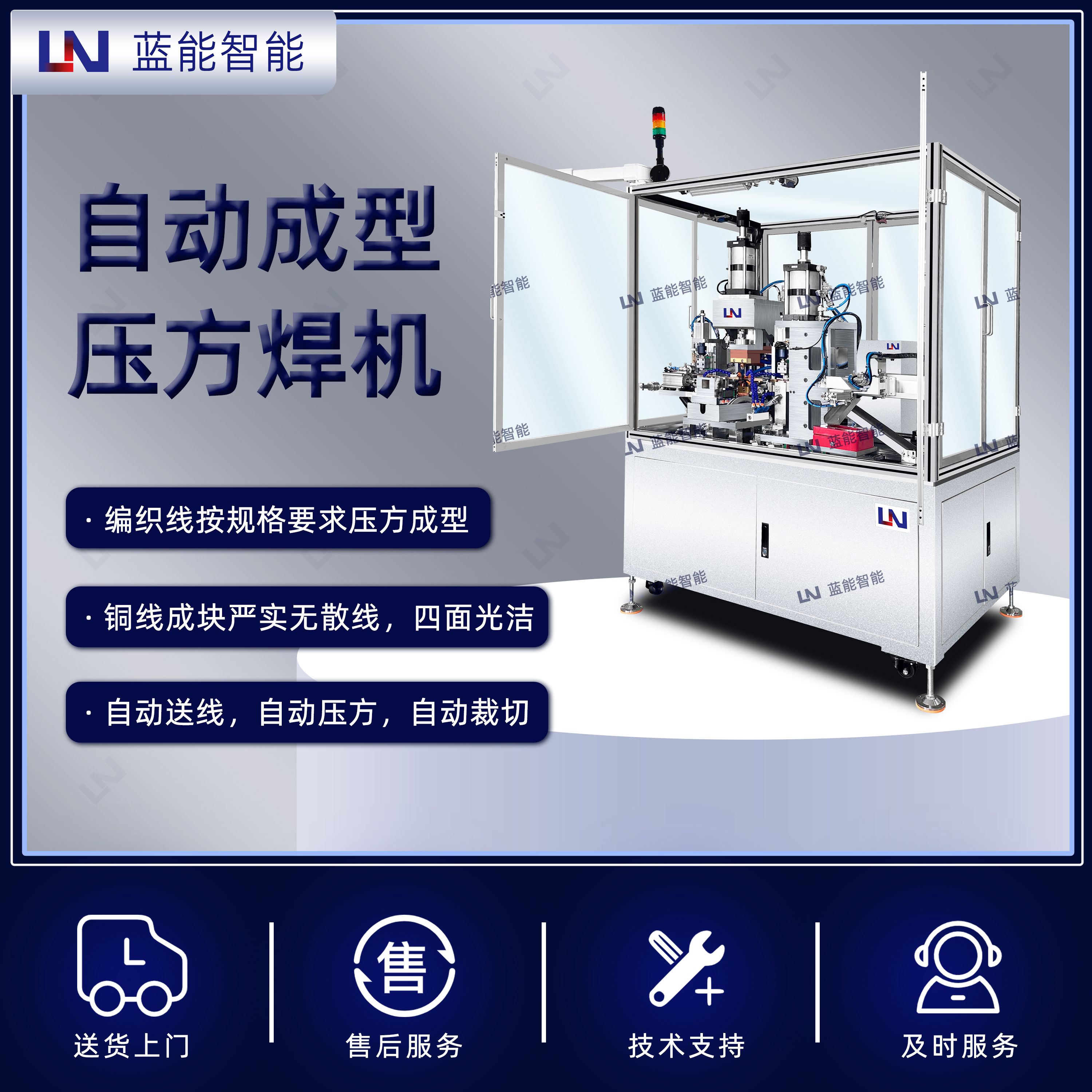
成型压方焊接
-
精密左右焊接
-
自动/其他焊接




广泛应用于汽车线束、扁线电机相线、双绞线安全气囊线、电缆绞线扁平 导体、汽车、航空、低压电器、继电器行业电子线束/编织线/电源线等按 规格要求并线、压方、成型。






- 1
- 2
- 3
- 4
- 5
- 6
- 7
- 8
- 9








- 1
- 2
- 3
- 4
- 5
- 6












-
19
-
18
-
7
-
17
-
3
-
1
-
4
-
5
-
6
-
8
-
9
-
10
-
11
-
12
-
2
-
13
-
16
-
24
-
20
-
21
-
23
-
22
-
18
-
6























-
- 企业资讯 2022年端午节放假安排
2022年端午节放假安排2022年端午节6月3日放假,连同周末共3天。愿共度2022端午节,让我们更团结,更同步,同舟共济,奋进向前!祝大家端午安康!

-
- 企业资讯 2022年五一劳动节放假安排
我司2022年五一劳动节共放假5天,4月30日-5月4日放假,5月5日开始上班,同时4月24日(周日)上班、5月7日(周六)上班。 五一节,是劳动者的节日,致敬劳动者!劳动最光荣!

-
- 企业资讯 2022年元旦放假啦!
2022年元旦快乐!放假时间:2022年1月1日-1月3日,1月4日上班。值此代表广州蓝能智能对所有支持我们的客户、供应商、媒体,全体员工致以最真诚的谢意!广州蓝能智能装备股份有限公司2021-12-31

-
- 企业资讯 2021年中秋国庆假期安排
2021年中秋国庆假期安排欢度中秋,喜迎国庆,勤奋工作,美好生活。国庆假期放假安排:10月1日-10月7日放假,9月26日(周日)上班,10月9日(周六)上班。祝各位同事朋友们假期愉快!

-
- 企业资讯 蓝能2021自动焊机新品上新,压缩机电机定子,滤波器,xuanbiandianji
蓝能2021自动焊机新品上新,涉及空调压缩机电机定子焊接滤波器U型端子焊接旋变电机焊接
-
- 企业资讯 2021年春节放假安排通知
2021年春节放假安排通知春节临近,为抓紧安排节前生产任务,开展各项工作,我们已经确定了2021年春节放假时间。假期共计13天。3、认真做好安全隐患排查防范工作,加强安全教育,包括节假日安全教育,紧急应急教育。

-
技术交流
-
企业资讯
-
行业资讯
-
- 技术交流 ·电阻硬钎焊工艺焊接厚金属片电阻焊机工艺介绍
电阻硬钎焊工艺是在使用电阻焊机进行厚金属片焊接时常用的一种焊接工艺。在焊接时,因为金属片过厚,特别是铜,铝等产热较慢的金属,直接通过电阻焊机进行放电焊接,无法在焊接区域瞬时达到金属熔点,形成可靠的熔核,这时只要在2个金属片之间加一个固态焊料,通常是银铜合金焊片,即可实现稳定牢固的焊接。

-
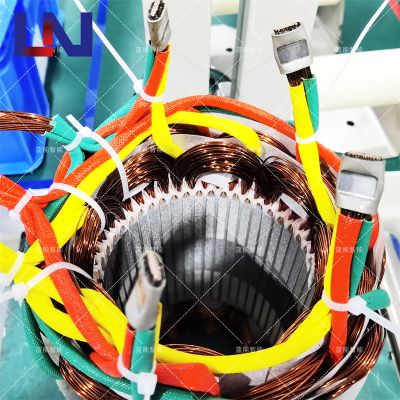
- 技术交流 ·广州蓝能电动机定子三相引出线铜端子焊接测试报告
端子横切面效果分析:几乎无缝隙拉力测试 线不能拉出,每根线都是拉断焊接一致性(焊接后铜端子厚度偏差在0.1mm内)导通率和电阻值1、导通率100%2、每根线的电阻值非常接近,说明漆皮气化干净,压接接触好。

-
- 技术交流 ·热熔焊接项目的控制方法
1:漆皮如何控制无破损采用中频焊接电源,能量输出稳定,能力集中,放电时间短,热影响区域小。 4:铜线如何控制不焊断焊接监控功能:具有焊接电流监控、焊接时间监控、铜端子厚度监控、压力监控及上下限报警功能;
-
- 技术交流 ·热熔焊接设备知识科普
焊接设备焊接设备实现焊接工艺所需要的装备。点焊机为了适应焊接工艺要求,加压机构(焊钳)采用了双行程快速气压传动机构,通过切换行程控制手柄改变焊钳开口度,可分为大开和小开来满足焊接操作要求。

-
- 技术交流 ·扁线三相电机引出线焊接检测有哪些?
扁线三相电机引出线焊接的检测1、 查看是否有焊料溢出,焊料溢出是否饱满。2、剥离测试,铜基材是否可以清晰可见,或成撕裂装态;做拉力测试时需要平行拉和垂直剥离拉,垂直剥离拉力测试难度会大点,不好夹住。

-
- 技术交流 ·X-pin工艺的难点在哪里?
X-pin是在I-pin或Hairpin工艺基础上发展起来的。 与I-pin相比:两端焊接端部变短,铜损降低,但是焊点数量没有变化,仍然需要双面焊接,对焊接工艺要求较高,存在焊接质量风险。

-
- 技术交流 ·什么是电阻焊?电阻焊知识全面讲解
电阻焊是指利用电流通过焊件及接触处产生的电阻热作为热源将焊件局部加热,同时加压进行焊接的方法。焊接时,不需要填充金属,生产率高,焊件变形小,容易实现自动化。 电阻焊利用电流流经工件接触面及邻近区域产生的电阻热效应将其加热到熔化或塑性状态,使之形成金属结合的一种方法。电阻焊方法主要有四种,即点焊、缝焊、凸焊、对焊。
-
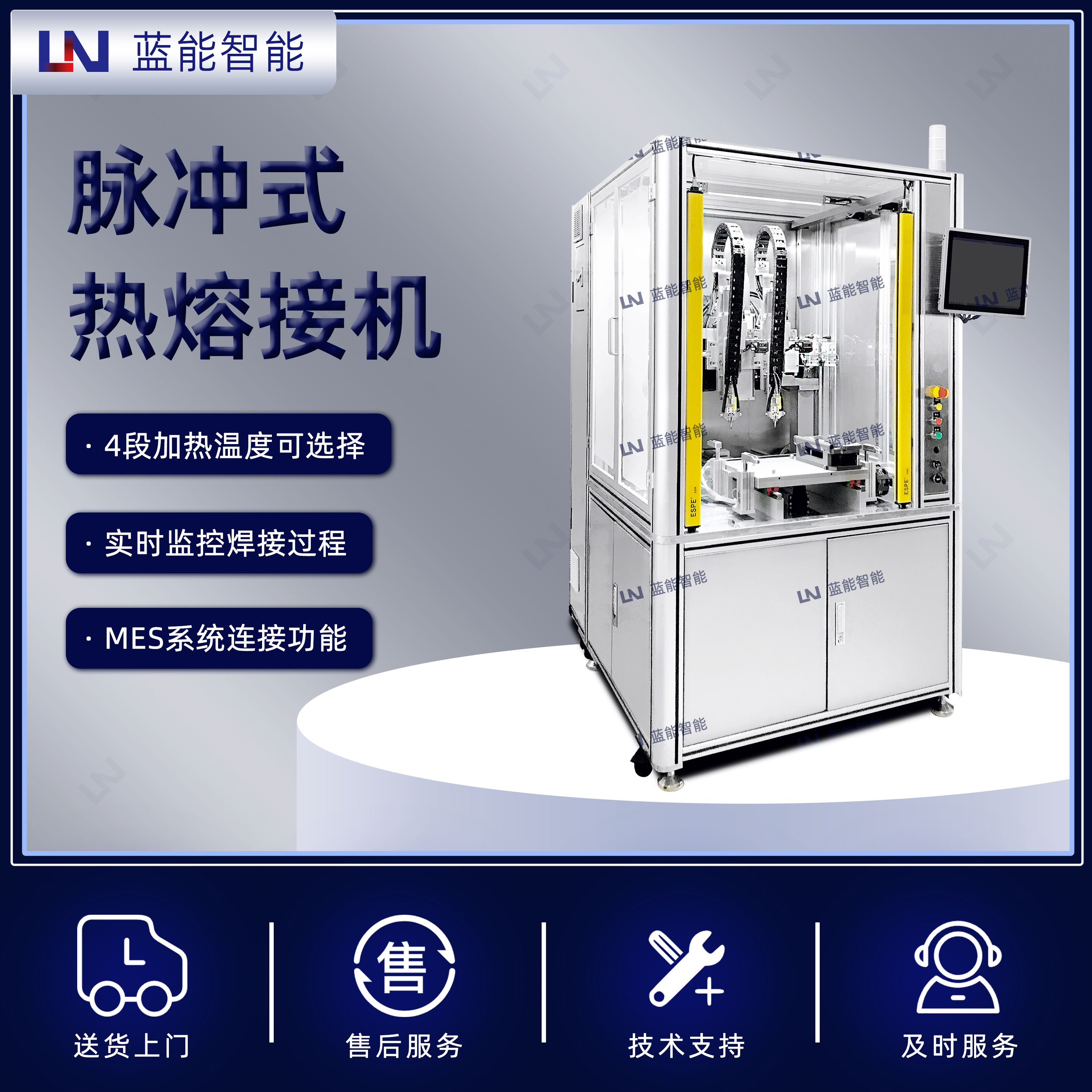
- 技术交流 ·为什么采用热熔焊接工艺?有什么优势?
在新能源电机定子引线端子焊接,星点线焊接方面,要做到焊接一致性难度是非常大的。新能源汽车电机定子引出线/三相线的焊接就要这样做,采用热熔焊接机,选择有经验的专业厂家,会给您优秀的工艺技术服务。
-
- 技术交流 ·新能源汽车电机漆包引线铜端子焊接原理是?
电极下压住铜端子,利用铜端子自身的电阻、施加在铜端子上的加压力和导通的大电流,在工件接触部产生焦耳热,热量首先融掉漆皮,去漆皮后的铜线和铜端子接触点进行熔融的金属连接、焊接。

-
- 技术交流 ·电阻点焊机故障诊断分析
电阻点焊机故障诊断分析在电阻点焊机焊接中,经常会遇到一些点焊机故障和产品不良率的问题,比如焊接不牢,飞溅严重,材料变色严重,粘电极,电极损耗严重等等。2、施力不够; 四、电阻点焊电源相关:1、时间过久;







-
联系我们
-
售后服务
广州蓝能智能装备股份有限公司
020-34154005 / 34252975
传真:020-34154005
QQ:459359414,2295546976
邮箱:dengxiwen@cn-ln.net; lijinyu@cn-ln.net
网址:www.cn-ln.net
公众微信号: cnlndz
地址:广州市白云区西槎路671号聚龙工业区29栋7楼

扫一扫保存联系方式