
欢迎进入蓝能官方网站!
【电话热线】020-34154005
抖音扫码关注




微信扫码咨询
【手机微信】13922491768
020-34252975
-
圆线电机引线焊接
-
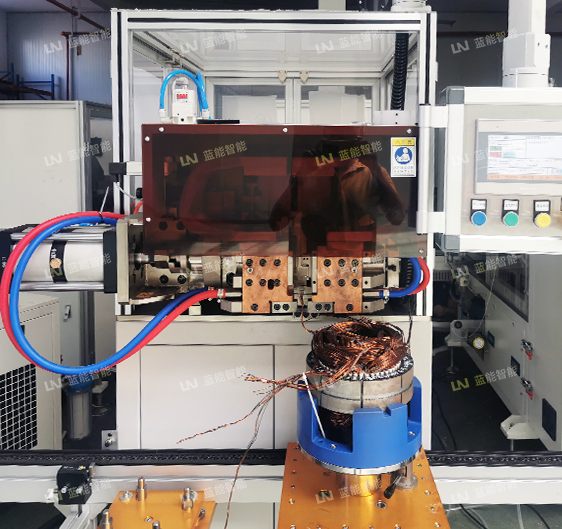
扁线电机引线焊接
-
利兹线/丝包线焊接
-
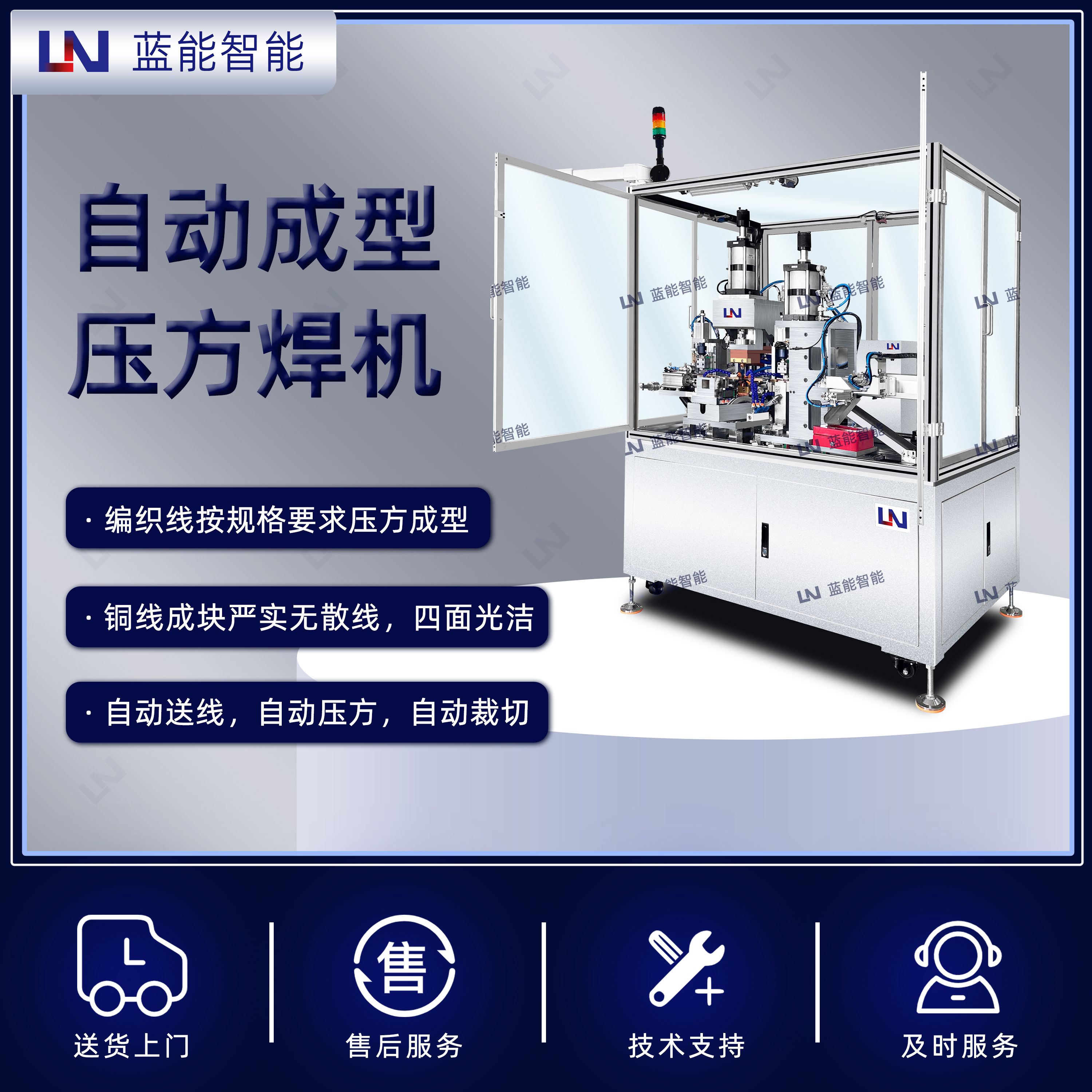
成型压方焊接
-
精密左右焊接
-
自动/其他焊接



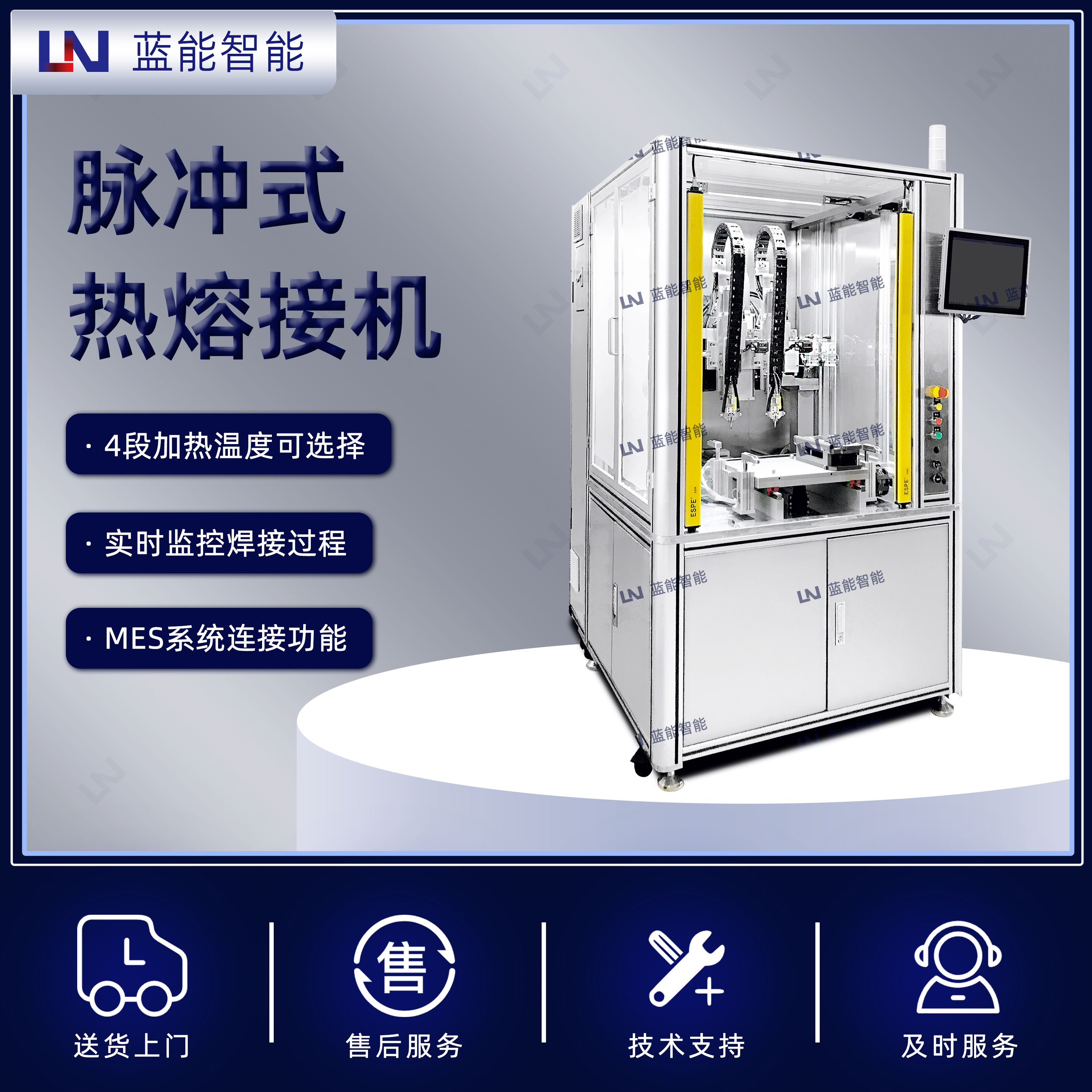
适用于:1、 车载充电机、变压器、充电桩、充电电源、充电器等。2、丝包线、 膜包线、麦拉线等。







- 1
- 2
- 3
- 4
- 5
- 6
- 7
- 8
- 9








- 1
- 2
- 3
- 4
- 5
- 6












-
19
-
18
-
7
-
17
-
3
-
1
-
4
-
5
-
6
-
8
-
9
-
10
-
11
-
12
-
2
-
13
-
16
-
24
-
20
-
21
-
23
-
22
-
18
-
6























-
- 企业资讯 2022年端午节放假安排
2022年端午节放假安排2022年端午节6月3日放假,连同周末共3天。愿共度2022端午节,让我们更团结,更同步,同舟共济,奋进向前!祝大家端午安康!

-
- 企业资讯 2022年五一劳动节放假安排
我司2022年五一劳动节共放假5天,4月30日-5月4日放假,5月5日开始上班,同时4月24日(周日)上班、5月7日(周六)上班。 五一节,是劳动者的节日,致敬劳动者!劳动最光荣!

-
- 企业资讯 2022年元旦放假啦!
2022年元旦快乐!放假时间:2022年1月1日-1月3日,1月4日上班。值此代表广州蓝能智能对所有支持我们的客户、供应商、媒体,全体员工致以最真诚的谢意!广州蓝能智能装备股份有限公司2021-12-31

-
- 企业资讯 2021年中秋国庆假期安排
2021年中秋国庆假期安排欢度中秋,喜迎国庆,勤奋工作,美好生活。国庆假期放假安排:10月1日-10月7日放假,9月26日(周日)上班,10月9日(周六)上班。祝各位同事朋友们假期愉快!

-
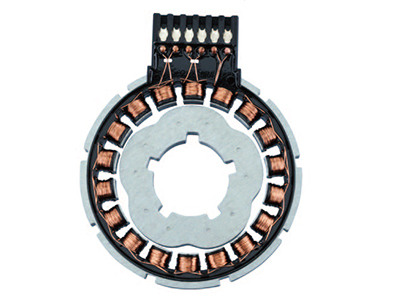
- 企业资讯 蓝能2021自动焊机新品上新,压缩机电机定子,滤波器,xuanbiandianji
蓝能2021自动焊机新品上新,涉及空调压缩机电机定子焊接滤波器U型端子焊接旋变电机焊接
-
- 企业资讯 2021年春节放假安排通知
2021年春节放假安排通知春节临近,为抓紧安排节前生产任务,开展各项工作,我们已经确定了2021年春节放假时间。假期共计13天。3、认真做好安全隐患排查防范工作,加强安全教育,包括节假日安全教育,紧急应急教育。

-
技术交流
-
企业资讯
-
行业资讯
-
- 技术交流 ·安装热压焊机热压头的方法和注意事项
热压焊机的热压头属于易耗品,是精密件,同时又是热压焊机的重要组成部分。因此在更换安装热压焊机热压头的过程中要尤其小心,具体须注意以下问题: 1、安装前必须把热压头安装面及热压头座的安装面清理干净; 2、安装过程中热压头上的螺钉须有序拧紧,以免受力不均匀,损坏焊头。具体操作方法如下:先将热压头上四个螺钉拧至微紧状态,在热压头下方放置一个水平块作为参照系,将热压头端面调节至水平位置,拧紧第1、...
-
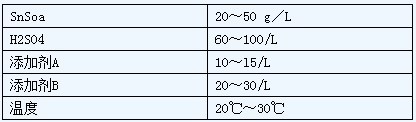
- 技术交流 ·电镀纯锡可焊性测试分析及镀层性能测试
1 引言 sn-Pb合金作为可焊性镀层已经有多年历史,其显著优点是降低焊接时的熔点及防止锡须的生成,但铅的毒性很大,铅对环境及人体健康有潜在的威胁。人们期待着无铅焊料及与此相应的电镀工艺。因此,无铅可焊镀层的开发是电子组装行业绿色生产的根本。 电镀纯锡具有无毒、高耐绌性、较好的可焊性、柔软性、银白色外观等优点,其电气性能可以达到或超过锡铅合金,而且工艺简单,在电子元件及印制板等领域应用十分广泛...
-
- 技术交流 ·铜片如果需要点焊选择镀镍还是镀锡?
各种金属镀层是为了防腐(提高抗氧化能力),或者起到装饰作用。我们做的中频逆变直流点焊机在焊接铜片上有优势,于是我们经常会遇到镀镍铜片或镀锡铜片的焊接,对于我们做点焊机的来说,自然比较喜欢镀锡的工件,很简单,镀锡的好焊。仅仅从焊接性能来说当然是镀锡好啊。可是为什么还有那么多镀镍呢?本人也查询学习了下:镀镍 1. 使镀后工作在大气中和碱液中化学稳定性好,不易变色,600摄氏度以上才被氧化,...

-
- 技术交流 ·与其它类型点焊机比较,逆变点焊机的技术优势
下面就常见几种点焊机技术做出对比陈述:一、工频交流点焊机 1、焊接质量:工频交流焊机的调节周期较长,对50Hz的电网,焊接时间调节分辨率为20ms,精度不高,反馈控制的响应速度较慢,电流受电网影响较大,不稳定。 2、焊接速度:由于电流过零的影响,热效率低,用晶闸管调节电流,当电流百分比偏小时,过零时间长,影响更大;热效率低,加热时间相对较长。 3、节能效果:工频交流点焊机工作在50Hz,变压...
-
- 技术交流 ·线束/多股铜线/编织线:压方、整形、点焊
中频逆变电阻点焊机应用——线束/多股铜线/编织线:压方、整形、点焊一、主要应用于:二、压方设备: 小线束压方焊机图片参考: 精密压方点焊机头,可以根据客户的焊接需求进行设计。大平方数,多根铜线需要压方时需要考虑大功率电阻焊电源以及大压方机头。 产品图片参考:三、电阻点焊设备包括:焊接电源、精密焊接机头1、主要点焊电源技术参数型号GBD-04LBGBD-06AL/ATGBD-10AL/AT...

-
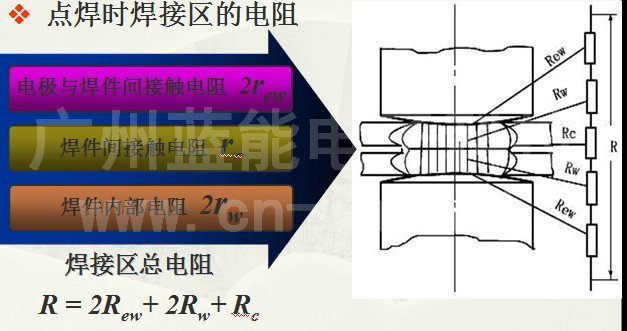
- 技术交流 ·点焊机焊点比电极端面小怎么解释?
焊点的大小是由熔核的生成决定的。熔核怎么产生的了? 电阻点焊机实现焊接是利用电流流经工件接触面及邻近区域产生的电阻热效应,将工件接触面加热到熔化或塑性状态,使之形成金属结合。简单一点就是利用电阻热。点焊的热源来源包括:1、电极与焊件间接触电阻;2、焊件间接触电阻;3、焊件内部电阻。其中工件内部电阻产热约占热源的90~95%,是形成熔核的主体。接触电阻热的作用是建立初始温度场,扩大接触面,使电流分...
-
- 技术交流 ·脉冲热压机出现热电偶断线是怎么回事?
脉冲热压焊机使用过程中,热压焊头随着使用消耗是需要更换的,热电偶感温线焊在热压焊头上,一般生产加工时候都是使用统一的热电偶感温线,因此品质是有保障的。出现热电偶断线必须找到原因。为什么?热电偶断线可能原因: 1、感温线放置不对,下压过程中拉扯磨损,这个情况占比不少;一般断线处有磨损痕迹,不规则,断线位置相近;解决:将线固定;可以固定在夹头位置。 2、热电偶焊接工艺问题,一般在焊接点处出现断...
-
- 技术交流 ·再说点焊机分类及命名
我们经常听到各种点焊机不同的俗称名字,包括交流点焊机,储能点焊机,直流点焊机,脉冲点焊机,高频点焊机,精密点焊机,中频电阻点焊机,逆变点焊机,脚踏点焊机,气动点焊机,单面点焊机等等。各种点焊机名称到底是什么意思?有什么不同?对于熟悉的朋友来说这都是很简单的问题,但是没有用过点焊机,接触很少的朋友,还是被各种名称,各种销售术语搞得有点晕。 这里先弄清楚点焊机的分类方法,不同分类方法下叫法不同。...
-
- 技术交流 ·凸焊及其和点焊的区别
凸焊是在工件的贴合面上预先加工出一个或多个突起点,使其与另一工件表面相接触并通电加热,然后压塌,使这些接触点形成焊点的电阻焊方法。凸焊是点焊的一种变形,主要用于焊接厚度比较大的铜片、低碳钢、合金钢的冲压件。板件凸焊最合适的厚度是0.5~4mm,小于0.25mm时宜采用点焊。凸焊有如下基本特点: 1、凸焊和点焊一样是热—机械(力)联合作用的焊接过程。相比较而言,其机械(力)的作用和影响大于点焊...












-
联系我们
-
售后服务
联系地址
广州市白云区西槎路671号聚龙工业区29栋7楼
固定电话
020-34154005
移动电话/微信
13922491768
电子邮件
sales01@cn-ln.net
广州蓝能智能装备股份有限公司
020-34154005 / 34252975
传真:020-34154005
QQ:459359414,2295546976
邮箱:dengxiwen@cn-ln.net; lijinyu@cn-ln.net
网址:www.cn-ln.net
公众微信号: cnlndz
地址:广州市白云区西槎路671号聚龙工业区29栋7楼

扫一扫保存联系方式