
欢迎进入蓝能官方网站!
【电话热线】020-34154005
抖音扫码关注




微信扫码咨询
【手机微信】13922491768
020-34252975
-
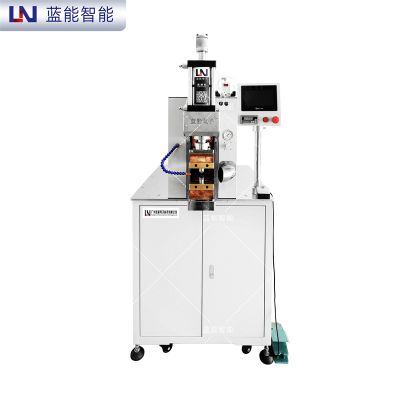
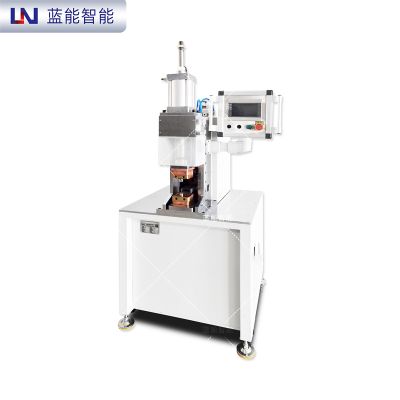
圆线电机引线焊接
-
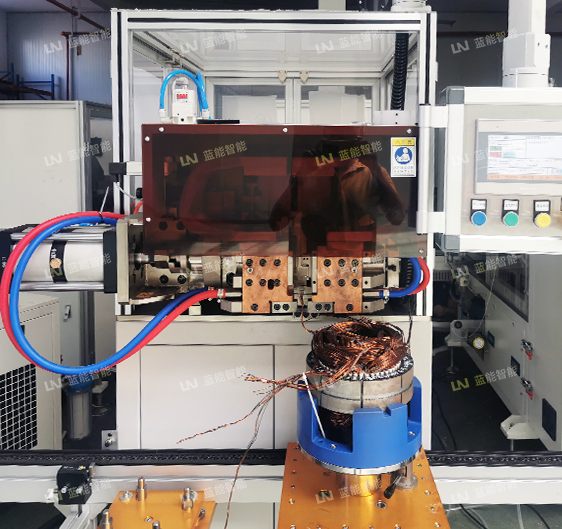
扁线电机引线焊接
-
利兹线/丝包线焊接
-
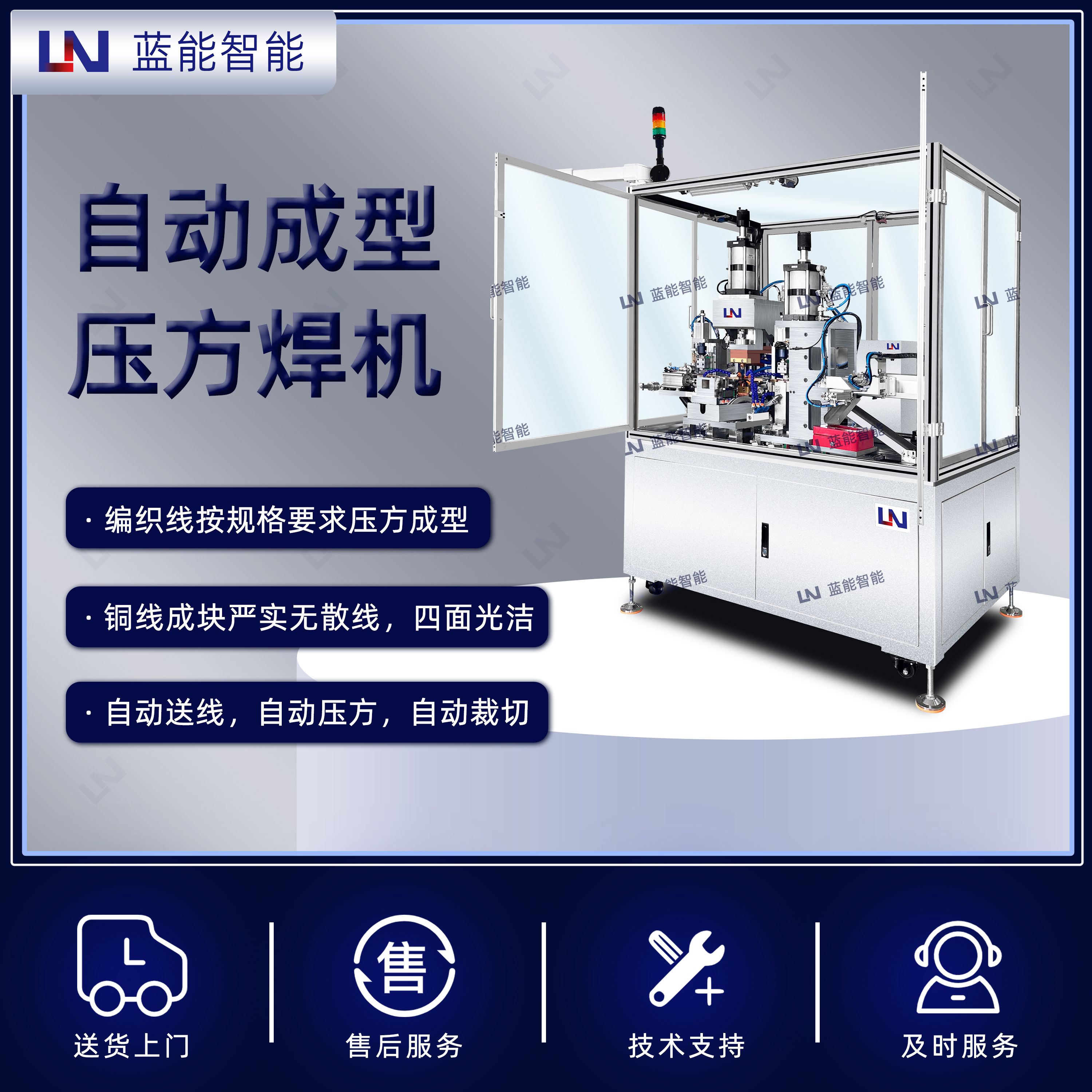
成型压方焊接
-
精密左右焊接
-
自动/其他焊接


扁线电机合作客户: 博格华纳、方正、汇川、易唯科、无锡跃科、铭纳阳、 大连豪森、上海邦迪、长沙易斯特、上海伟本、珠海达明、合力士、艾易得、 东莞皓星、苏州英维特、松正等。








- 1
- 2
- 3
- 4
- 5
- 6
- 7
- 8
- 9








- 1
- 2
- 3
- 4
- 5
- 6












-
19
-
18
-
7
-
17
-
3
-
1
-
4
-
5
-
6
-
8
-
9
-
10
-
11
-
12
-
2
-
13
-
16
-
24
-
20
-
21
-
23
-
22
-
18
-
6
























-
- 企业资讯 广州蓝能2019年端午节放假安排
祝大家假期愉快,平安喜乐!广州蓝能电子科技有限公司2019年端午节放假安排:6月7日,端午节,放假1天。期间有紧急业务的请联系日常具体的业务联系人,或者电话联系:15914224989,尽快为您解决问题,感谢支持!

-
- 企业资讯 广州蓝能2019年五一放假安排
2019年五一劳动节已到,广州蓝能电子科技有限公司按国家统一规定实行五一放假安排,具体如下:4月28日(周日)调休上班上班,5月1日-4日放假,5月5日(周日)调休上班。QQ:2295546976/459359414


-
- 企业资讯 2019年元旦、春节放假安排_广州蓝能电子科技有限公司
2019年元旦、春节放假安排。2019新年快乐!2、春节放假:2019年1月31日(年26,周四)-2月10日(年初六,周日)放假,共放假11天,2019年2月11日(年初七,周一)正式上班。 广州蓝能电子科技有限公司2018-12-28

-
- 企业资讯 11月30日,昆山,新能源汽配展,广州蓝能电子展位B13
广州蓝能电子科技有限公司将于2018年11月30日-12月1日出席在江苏昆山举行的“2018中国新能源汽车年会暨电驱系统技术及市场研讨会”,同步参加展会,展位号B13,诚挚邀请您到场面对面沟通。


-
- 企业资讯 广州蓝能电子2018年中秋节,国庆节假期安排
中秋国庆放假安排:
中秋放假:9月22日----9月24日;9月29日,9月30日正常上班;国庆放假:10月1日----10月7日


-
- 企业资讯 2018年春节放假安排
2018年春节临近,归途已在计划之中,我司的春节放假安排已经定下来了,在此温馨公示一下: 2018春节放假安排:假期2月11日-2月22日,共12天。2月11日正式开始假期,2月23日(年初八)正式上班,2月10日(周六)调休上班。2月24日(年初九,周六)调休上班。 我司假期期间,客户朋友有紧急状况的依然可以随时联系对接人员。 “幸福是奋斗出来的!”是2018年最响亮的口号,我们一起奋...


-
- 企业资讯 2017年国庆中秋双节放假安排
今年公司全体都忙翻了,小编也是,因此公众号的维护工作拉了一大截。给个理由,就是直接服务客户更重要不是吗,客户电话都塞满耳朵了,只能冷却了公众号。慢慢的会将工作调整过来,和大家分享更多的信息,工艺分享。 今年这一忙就过了大半年,中秋来了,收获的季节啊,激动!\(≧▽≦)/ 我们在节前赶紧的把事往前赶,然后放松心情好好的休假,回来又是进入全面的奋战了! 广州蓝能电子2017年国庆中秋双节放假安...

-
技术交流
-
企业资讯
-
行业资讯

-
- 技术交流 ·点焊机电极打磨前后焊接效果不一致什么原因?
在点焊机使用过程中会发现,点焊机焊接时换上新电极或者是电极打磨之后焊接效果不一样,输出能量好像有变化,影响了焊接一致性。找废材料事先放电几十次,再正式焊接产品。第一段可以设定100%电流,焊接点N次;

-
- 技术交流 ·广州蓝能智能电机引线焊接机分类合集!
众多新能源汽车电机生产企业的选择: 法雷奥、NIDEC、西门子、SEW、方正汇川、卧龙采埃孚、中车电机、信质、势拓、巨一、菲仕、湖州南洋等。
扁线电机合作客户:方正、汇川、博格华纳、松正、大连豪森、珠海达明无锡跃科、合力士、上海邦迪、长沙亿斯特、上海伟本等。

-
- 技术交流 ·电阻硬钎焊工艺焊接厚金属片电阻焊机工艺介绍
电阻硬钎焊工艺是在使用电阻焊机进行厚金属片焊接时常用的一种焊接工艺。在焊接时,因为金属片过厚,特别是铜,铝等产热较慢的金属,直接通过电阻焊机进行放电焊接,无法在焊接区域瞬时达到金属熔点,形成可靠的熔核,这时只要在2个金属片之间加一个固态焊料,通常是银铜合金焊片,即可实现稳定牢固的焊接。

-
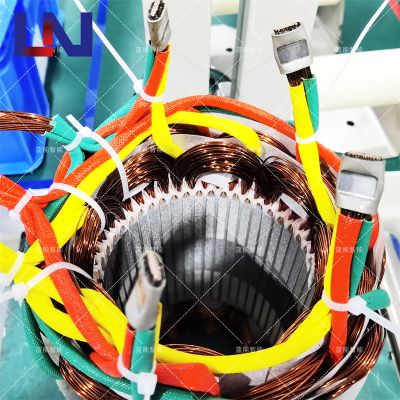
- 技术交流 ·广州蓝能电动机定子三相引出线铜端子焊接测试报告
端子横切面效果分析:几乎无缝隙拉力测试 线不能拉出,每根线都是拉断焊接一致性(焊接后铜端子厚度偏差在0.1mm内)导通率和电阻值1、导通率100%2、每根线的电阻值非常接近,说明漆皮气化干净,压接接触好。
-
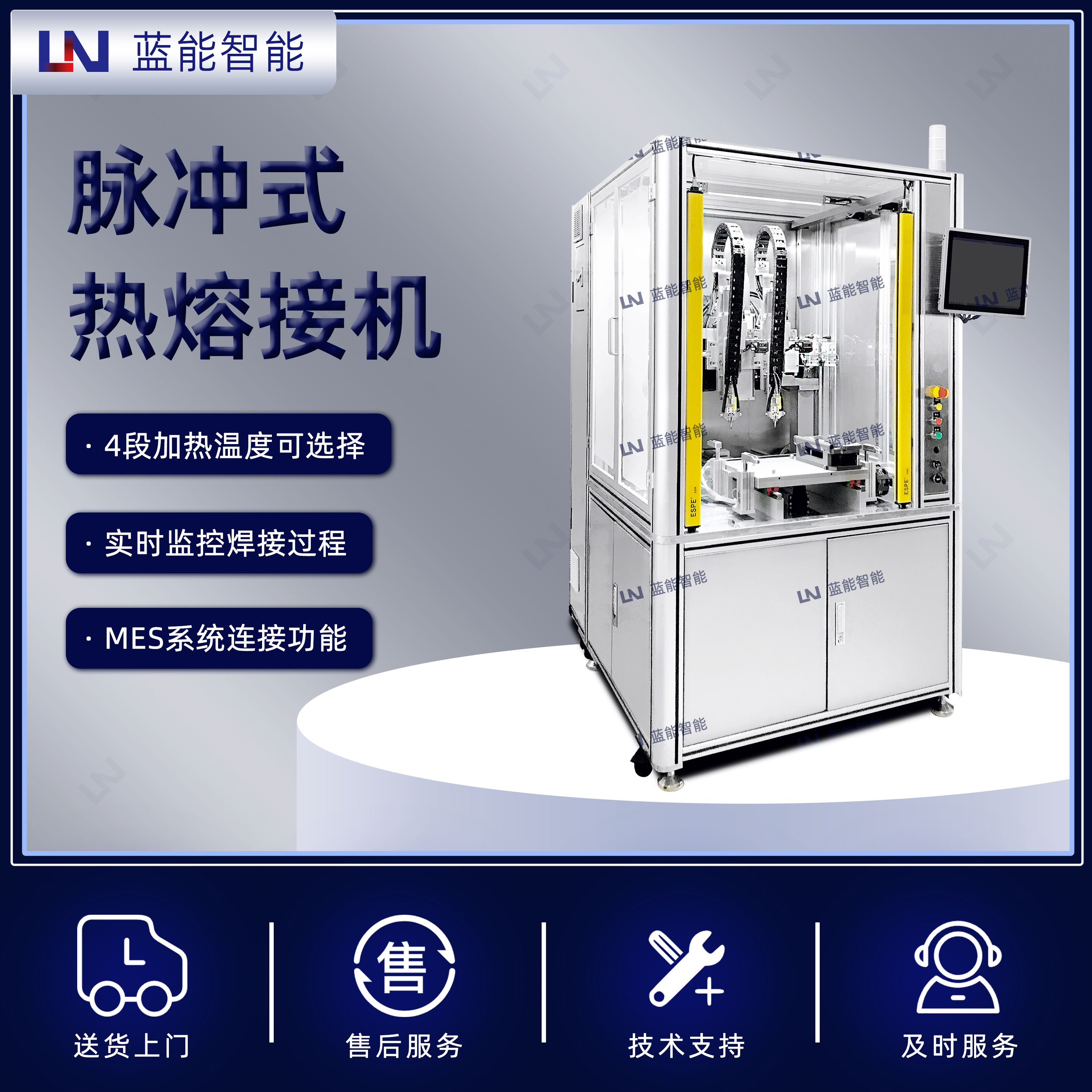
- 技术交流 ·热熔焊接项目的控制方法
1:漆皮如何控制无破损采用中频焊接电源,能量输出稳定,能力集中,放电时间短,热影响区域小。 4:铜线如何控制不焊断焊接监控功能:具有焊接电流监控、焊接时间监控、铜端子厚度监控、压力监控及上下限报警功能;

-
- 技术交流 ·热熔焊接设备知识科普
焊接设备焊接设备实现焊接工艺所需要的装备。点焊机为了适应焊接工艺要求,加压机构(焊钳)采用了双行程快速气压传动机构,通过切换行程控制手柄改变焊钳开口度,可分为大开和小开来满足焊接操作要求。

-
- 技术交流 ·扁线三相电机引出线焊接检测有哪些?
扁线三相电机引出线焊接的检测1、 查看是否有焊料溢出,焊料溢出是否饱满。2、剥离测试,铜基材是否可以清晰可见,或成撕裂装态;做拉力测试时需要平行拉和垂直剥离拉,垂直剥离拉力测试难度会大点,不好夹住。

-
- 技术交流 ·X-pin工艺的难点在哪里?
X-pin是在I-pin或Hairpin工艺基础上发展起来的。 与I-pin相比:两端焊接端部变短,铜损降低,但是焊点数量没有变化,仍然需要双面焊接,对焊接工艺要求较高,存在焊接质量风险。
-
- 技术交流 ·什么是电阻焊?电阻焊知识全面讲解
电阻焊是指利用电流通过焊件及接触处产生的电阻热作为热源将焊件局部加热,同时加压进行焊接的方法。焊接时,不需要填充金属,生产率高,焊件变形小,容易实现自动化。 电阻焊利用电流流经工件接触面及邻近区域产生的电阻热效应将其加热到熔化或塑性状态,使之形成金属结合的一种方法。电阻焊方法主要有四种,即点焊、缝焊、凸焊、对焊。
-
- 技术交流 ·为什么采用热熔焊接工艺?有什么优势?
在新能源电机定子引线端子焊接,星点线焊接方面,要做到焊接一致性难度是非常大的。新能源汽车电机定子引出线/三相线的焊接就要这样做,采用热熔焊接机,选择有经验的专业厂家,会给您优秀的工艺技术服务。









-
联系我们
-
售后服务
技术支持
焊接件结构建议,可行性分析,焊接工艺、 设备方案、焊接结果检测技术服务支持。
及时服务
24小时及时响应客户的问题反馈。
售后服务
设备交钥匙服务品质,现场陪产、设备维护 保养、设备应用工艺扩展全面技术服务。
广州蓝能智能装备股份有限公司
020-34154005 / 34252975
传真:020-34154005
QQ:459359414,2295546976
邮箱:dengxiwen@cn-ln.net; lijinyu@cn-ln.net
网址:www.cn-ln.net
公众微信号: cnlndz
地址:广州市白云区西槎路671号聚龙工业区29栋7楼

扫一扫保存联系方式