
欢迎进入蓝能官方网站!
【电话热线】020-34154005
抖音扫码关注




微信扫码咨询
【手机微信】13922491768
020-34252975
-
圆线电机引线焊接
-
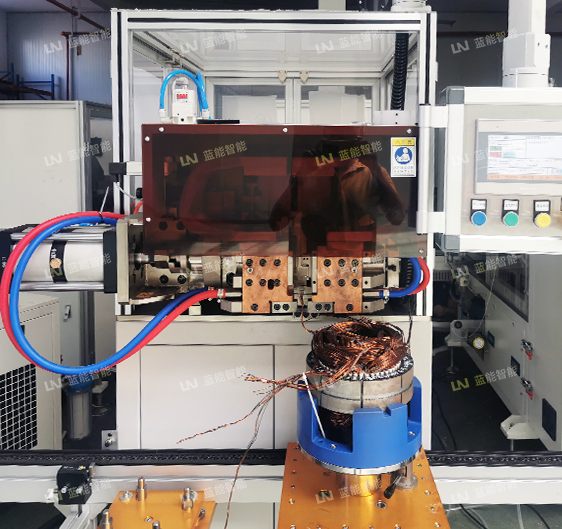
扁线电机引线焊接
-
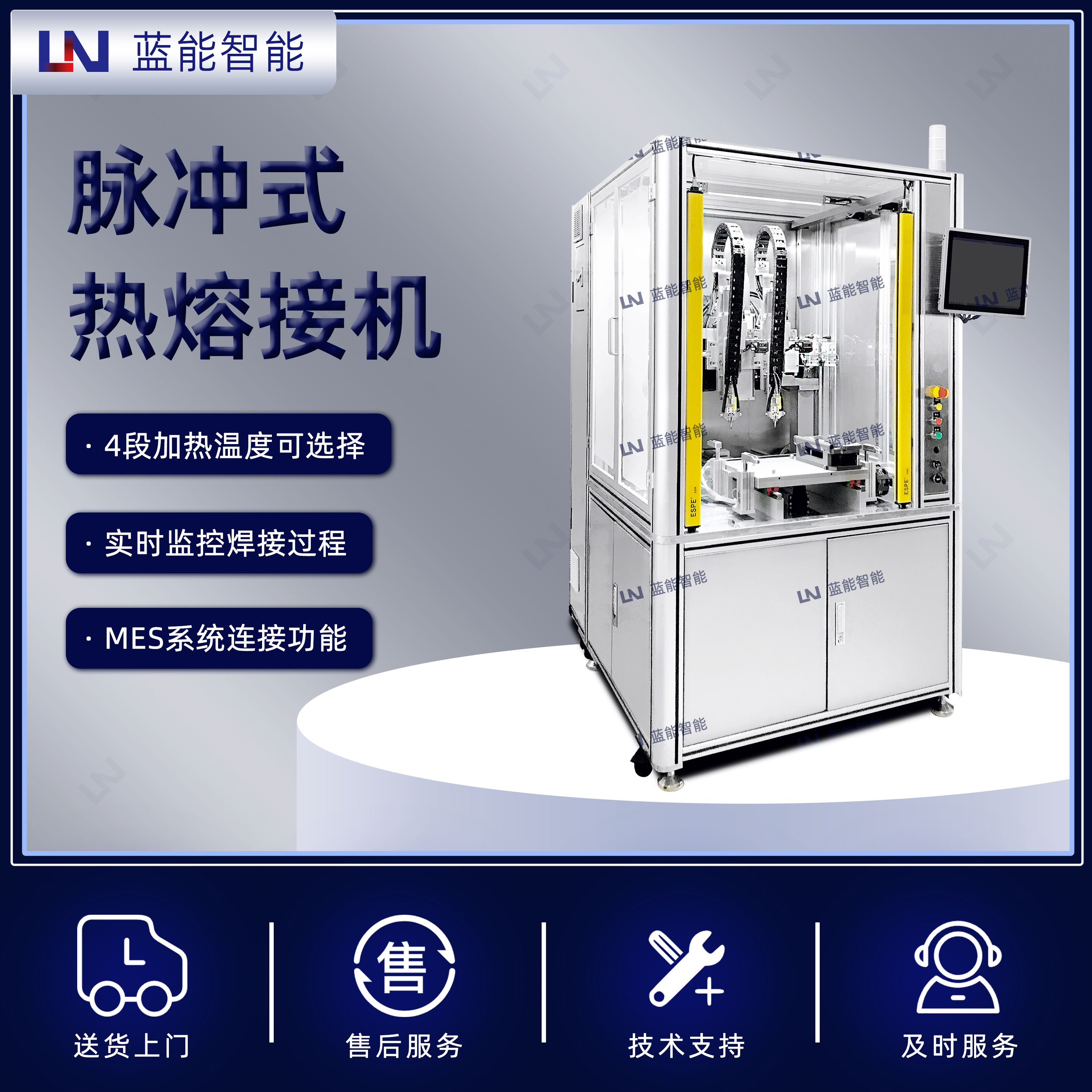
利兹线/丝包线焊接
-
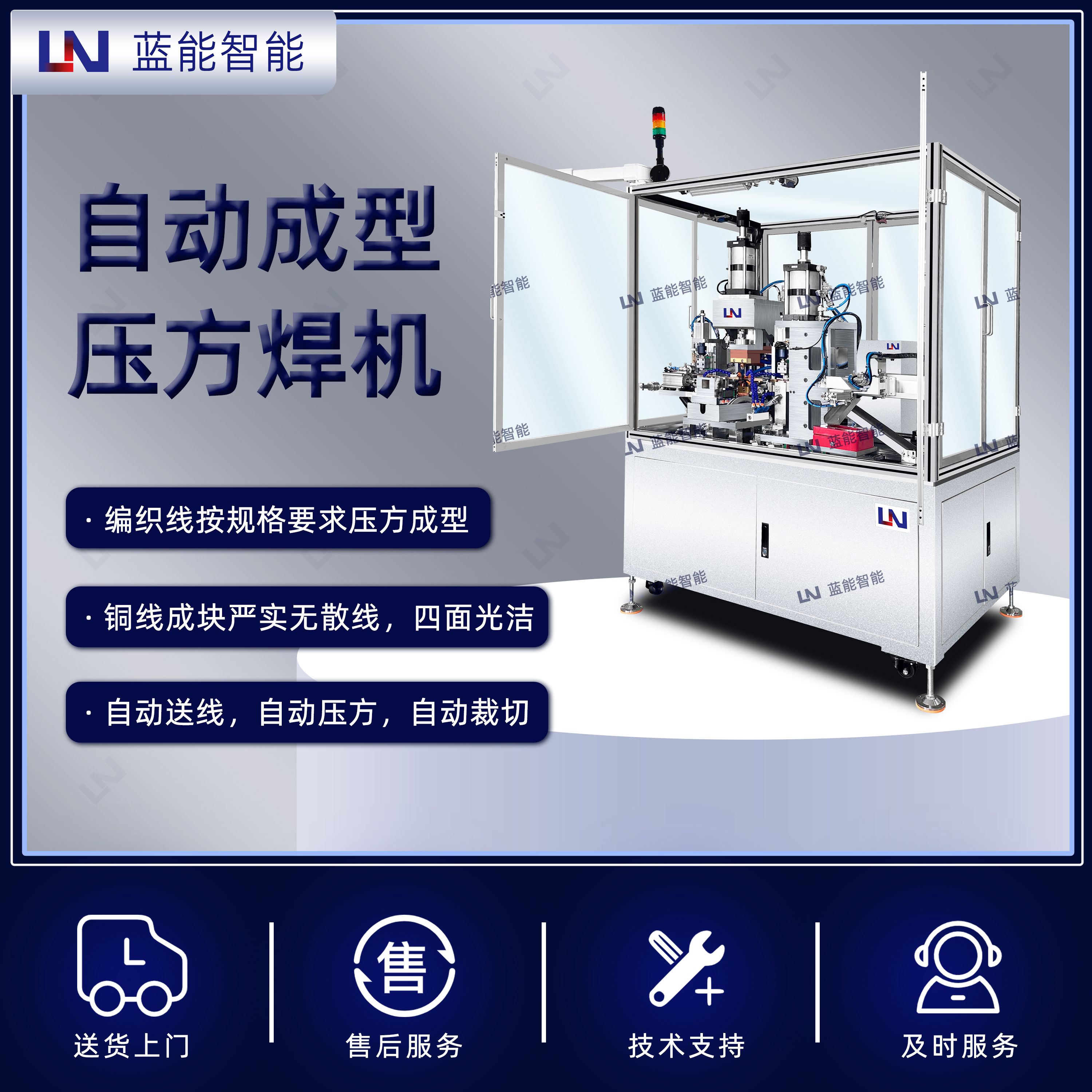
成型压方焊接
-
精密左右焊接
-
自动/其他焊接










- 1
- 2
- 3
- 4
- 5
- 6
- 7
- 8
- 9








- 1
- 2
- 3
- 4
- 5
- 6












-
19
-
18
-
7
-
17
-
3
-
1
-
4
-
5
-
6
-
8
-
9
-
10
-
11
-
12
-
2
-
13
-
16
-
24
-
20
-
21
-
23
-
22
-
18
-
6























-
- 企业资讯 广州蓝能2019年端午节放假安排
祝大家假期愉快,平安喜乐!广州蓝能电子科技有限公司2019年端午节放假安排:6月7日,端午节,放假1天。期间有紧急业务的请联系日常具体的业务联系人,或者电话联系:15914224989,尽快为您解决问题,感谢支持!

-
- 企业资讯 广州蓝能2019年五一放假安排
2019年五一劳动节已到,广州蓝能电子科技有限公司按国家统一规定实行五一放假安排,具体如下:4月28日(周日)调休上班上班,5月1日-4日放假,5月5日(周日)调休上班。QQ:2295546976/459359414

-
- 企业资讯 2019年元旦、春节放假安排_广州蓝能电子科技有限公司
2019年元旦、春节放假安排。2019新年快乐!2、春节放假:2019年1月31日(年26,周四)-2月10日(年初六,周日)放假,共放假11天,2019年2月11日(年初七,周一)正式上班。 广州蓝能电子科技有限公司2018-12-28

-
- 企业资讯 11月30日,昆山,新能源汽配展,广州蓝能电子展位B13
广州蓝能电子科技有限公司将于2018年11月30日-12月1日出席在江苏昆山举行的“2018中国新能源汽车年会暨电驱系统技术及市场研讨会”,同步参加展会,展位号B13,诚挚邀请您到场面对面沟通。
-
- 企业资讯 广州蓝能电子2018年中秋节,国庆节假期安排
中秋国庆放假安排:
中秋放假:9月22日----9月24日;9月29日,9月30日正常上班;国庆放假:10月1日----10月7日

-
- 企业资讯 2018年春节放假安排
2018年春节临近,归途已在计划之中,我司的春节放假安排已经定下来了,在此温馨公示一下: 2018春节放假安排:假期2月11日-2月22日,共12天。2月11日正式开始假期,2月23日(年初八)正式上班,2月10日(周六)调休上班。2月24日(年初九,周六)调休上班。 我司假期期间,客户朋友有紧急状况的依然可以随时联系对接人员。 “幸福是奋斗出来的!”是2018年最响亮的口号,我们一起奋...

-
- 企业资讯 2017年国庆中秋双节放假安排
今年公司全体都忙翻了,小编也是,因此公众号的维护工作拉了一大截。给个理由,就是直接服务客户更重要不是吗,客户电话都塞满耳朵了,只能冷却了公众号。慢慢的会将工作调整过来,和大家分享更多的信息,工艺分享。 今年这一忙就过了大半年,中秋来了,收获的季节啊,激动!\(≧▽≦)/ 我们在节前赶紧的把事往前赶,然后放松心情好好的休假,回来又是进入全面的奋战了! 广州蓝能电子2017年国庆中秋双节放假安...

-
技术交流
-
企业资讯
-
行业资讯
-
- 技术交流 ·我司逆变点焊机和电容储能点焊机比较
逆变直流点焊机电容储能点焊机能量控制 输出能量控制精度高,稳定一致。1. 逆变直流输出:每1毫秒自动检测反馈输出电流(1kHz逆变频率焊接电源),自动补偿监控,保证了输出电流的一致性;避免了受电网波动影响,避免了虚焊的情况。2. 三段脉冲调节:可分别设置3段脉冲电流独立的输出电流和对应的时间;适合复杂工件和高品质的焊接需求;3. 电流緩升缓降功能:可以设置电流的...
-
- 技术交流 ·FPC为什么要设计导通孔?导通孔设计注意什么?
HotBar(热压熔锡焊接),其最主要要功能就是利用热压头(thermodes)重新熔融已经印刷于印刷电路板(PCB)上的锡膏,藉以连接两个各自独立的电子零件,最常见到的是将软排线(FPB)焊接于电子印刷电路(PCB)上。 由于HotBar机台的热压头是唯一热源,当热压头下压在软排线(FPC)时,必须把热向下传导至印刷电路板(PCB),才能熔化已印刷于电路板上的锡膏,但是中间却隔着一片软排线...
-
- 技术交流 ·安装热压焊机热压头的方法和注意事项
热压焊机的热压头属于易耗品,是精密件,同时又是热压焊机的重要组成部分。因此在更换安装热压焊机热压头的过程中要尤其小心,具体须注意以下问题: 1、安装前必须把热压头安装面及热压头座的安装面清理干净; 2、安装过程中热压头上的螺钉须有序拧紧,以免受力不均匀,损坏焊头。具体操作方法如下:先将热压头上四个螺钉拧至微紧状态,在热压头下方放置一个水平块作为参照系,将热压头端面调节至水平位置,拧紧第1、...
-
- 技术交流 ·电镀纯锡可焊性测试分析及镀层性能测试
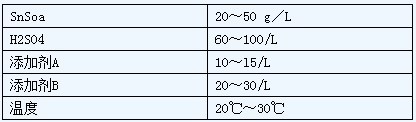
1 引言 sn-Pb合金作为可焊性镀层已经有多年历史,其显著优点是降低焊接时的熔点及防止锡须的生成,但铅的毒性很大,铅对环境及人体健康有潜在的威胁。人们期待着无铅焊料及与此相应的电镀工艺。因此,无铅可焊镀层的开发是电子组装行业绿色生产的根本。 电镀纯锡具有无毒、高耐绌性、较好的可焊性、柔软性、银白色外观等优点,其电气性能可以达到或超过锡铅合金,而且工艺简单,在电子元件及印制板等领域应用十分广泛...
-
- 技术交流 ·铜片如果需要点焊选择镀镍还是镀锡?
各种金属镀层是为了防腐(提高抗氧化能力),或者起到装饰作用。我们做的中频逆变直流点焊机在焊接铜片上有优势,于是我们经常会遇到镀镍铜片或镀锡铜片的焊接,对于我们做点焊机的来说,自然比较喜欢镀锡的工件,很简单,镀锡的好焊。仅仅从焊接性能来说当然是镀锡好啊。可是为什么还有那么多镀镍呢?本人也查询学习了下:镀镍 1. 使镀后工作在大气中和碱液中化学稳定性好,不易变色,600摄氏度以上才被氧化,...
-
- 技术交流 ·与其它类型点焊机比较,逆变点焊机的技术优势
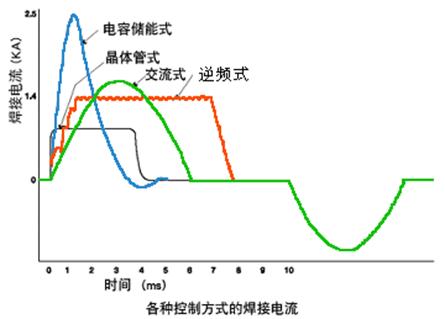
下面就常见几种点焊机技术做出对比陈述:一、工频交流点焊机 1、焊接质量:工频交流焊机的调节周期较长,对50Hz的电网,焊接时间调节分辨率为20ms,精度不高,反馈控制的响应速度较慢,电流受电网影响较大,不稳定。 2、焊接速度:由于电流过零的影响,热效率低,用晶闸管调节电流,当电流百分比偏小时,过零时间长,影响更大;热效率低,加热时间相对较长。 3、节能效果:工频交流点焊机工作在50Hz,变压...
-
- 技术交流 ·线束/多股铜线/编织线:压方、整形、点焊
中频逆变电阻点焊机应用——线束/多股铜线/编织线:压方、整形、点焊一、主要应用于:二、压方设备: 小线束压方焊机图片参考: 精密压方点焊机头,可以根据客户的焊接需求进行设计。大平方数,多根铜线需要压方时需要考虑大功率电阻焊电源以及大压方机头。 产品图片参考:三、电阻点焊设备包括:焊接电源、精密焊接机头1、主要点焊电源技术参数型号GBD-04LBGBD-06AL/ATGBD-10AL/AT...

-
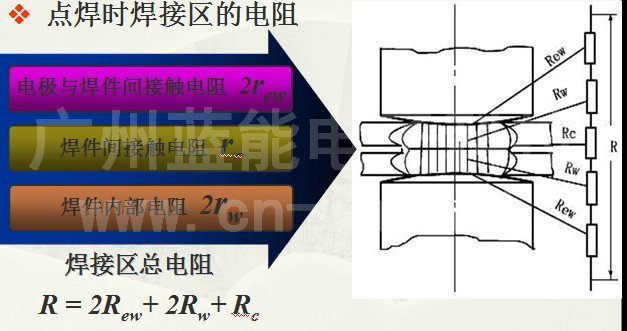
- 技术交流 ·点焊机焊点比电极端面小怎么解释?
焊点的大小是由熔核的生成决定的。熔核怎么产生的了? 电阻点焊机实现焊接是利用电流流经工件接触面及邻近区域产生的电阻热效应,将工件接触面加热到熔化或塑性状态,使之形成金属结合。简单一点就是利用电阻热。点焊的热源来源包括:1、电极与焊件间接触电阻;2、焊件间接触电阻;3、焊件内部电阻。其中工件内部电阻产热约占热源的90~95%,是形成熔核的主体。接触电阻热的作用是建立初始温度场,扩大接触面,使电流分...
-
- 技术交流 ·脉冲热压机出现热电偶断线是怎么回事?
脉冲热压焊机使用过程中,热压焊头随着使用消耗是需要更换的,热电偶感温线焊在热压焊头上,一般生产加工时候都是使用统一的热电偶感温线,因此品质是有保障的。出现热电偶断线必须找到原因。为什么?热电偶断线可能原因: 1、感温线放置不对,下压过程中拉扯磨损,这个情况占比不少;一般断线处有磨损痕迹,不规则,断线位置相近;解决:将线固定;可以固定在夹头位置。 2、热电偶焊接工艺问题,一般在焊接点处出现断...
-
- 技术交流 ·再说点焊机分类及命名
我们经常听到各种点焊机不同的俗称名字,包括交流点焊机,储能点焊机,直流点焊机,脉冲点焊机,高频点焊机,精密点焊机,中频电阻点焊机,逆变点焊机,脚踏点焊机,气动点焊机,单面点焊机等等。各种点焊机名称到底是什么意思?有什么不同?对于熟悉的朋友来说这都是很简单的问题,但是没有用过点焊机,接触很少的朋友,还是被各种名称,各种销售术语搞得有点晕。 这里先弄清楚点焊机的分类方法,不同分类方法下叫法不同。...









-
联系我们
-
售后服务
广州蓝能智能装备股份有限公司
020-34154005 / 34252975
传真:020-34154005
QQ:459359414,2295546976
邮箱:dengxiwen@cn-ln.net; lijinyu@cn-ln.net
网址:www.cn-ln.net
公众微信号: cnlndz
地址:广州市白云区西槎路671号聚龙工业区29栋7楼

扫一扫保存联系方式