
欢迎进入蓝能官方网站!
【电话热线】020-34154005
抖音扫码关注




微信扫码咨询
【手机微信】13922491768
020-34252975
-
圆线电机引线焊接
-
扁线电机引线焊接
-
利兹线/丝包线焊接
-
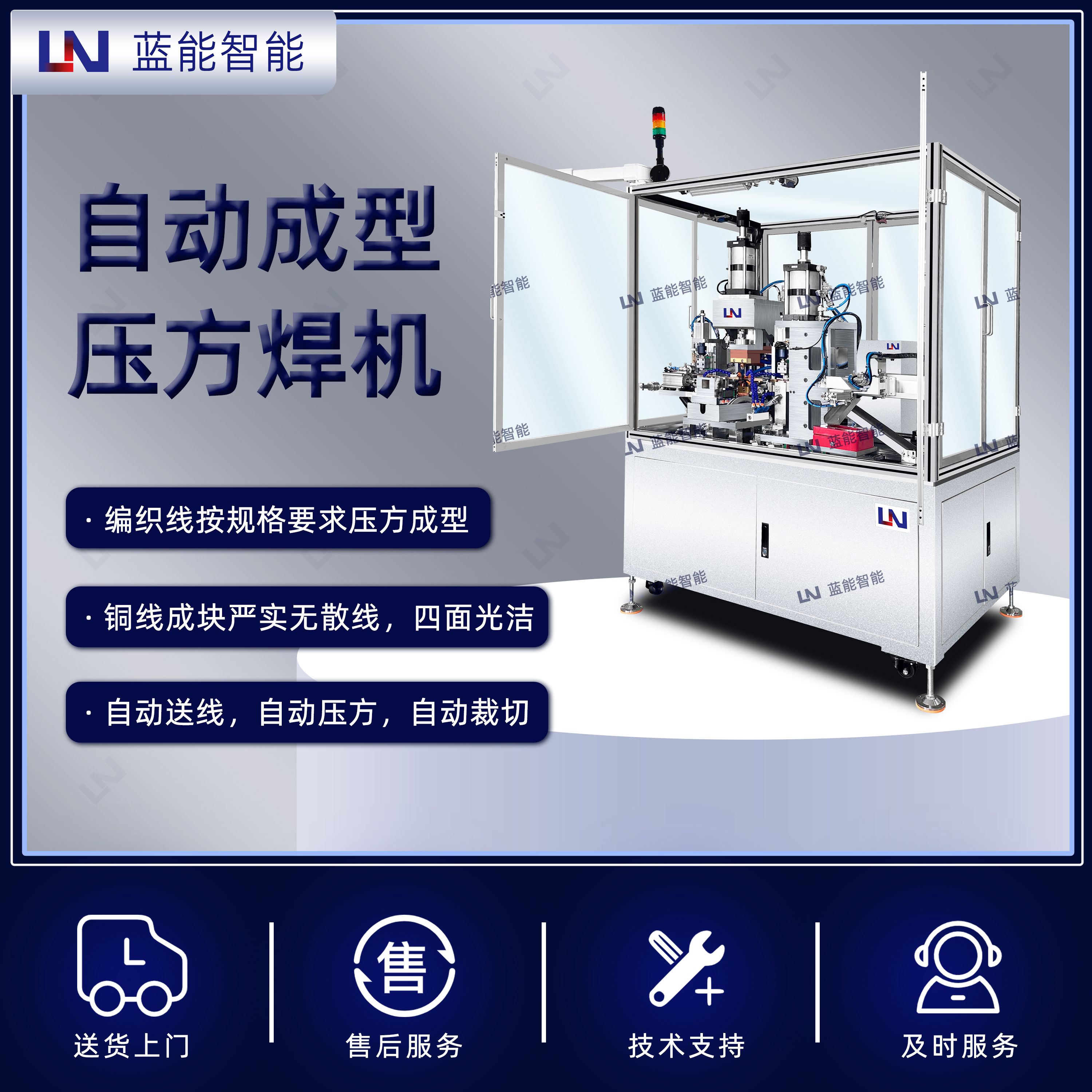
成型压方焊接
-
精密左右焊接
-
自动/其他焊接










- 1
- 2
- 3
- 4
- 5
- 6
- 7
- 8
- 9








- 1
- 2
- 3
- 4
- 5
- 6












-
19
-
18
-
7
-
17
-
3
-
1
-
4
-
5
-
6
-
8
-
9
-
10
-
11
-
12
-
2
-
13
-
16
-
24
-
20
-
21
-
23
-
22
-
18
-
6























-
- 企业资讯 公司搬迁,地址变更!——广州蓝能电子
客户朋友们、供应商朋友们: 大家好!承蒙大家长期以来对本公司的大力支持与配合,本公司全体员工表示由衷的感谢! 因业务发展需要和公司规模的扩大,广州蓝能电子科技有限公司于2016年12月28日起,搬迁至新的地址(具体地址附后),公司其他联系方式,包括电话,传真,邮箱,QQ,阿里旺旺,微信等商务联络方式保持不变,仅仅变更办公地址。请知悉。 新地址:广州市白云区西槎路671号聚龙工业区29栋70...

-
- 企业资讯 广州蓝能2017年春节假期安排
敲打键盘写这个放假通知的第一感觉就是,离上次写春节放假通知是那么近!!!2016年春节情景,还依稀在脑海。 2016年是忙碌的,全体忙碌积极的学习,改进,服务客户,忙着进步,忙着发展,全身心投入,时间是飞逝的。 2016年点焊电源出货量大增,长期合作客户持续性下单;大功率中频点焊电源需要增加,符合制造业生产往高端走,以往笨重、控制差的交流点焊机设备更新换代的需求,大功率中频点焊电源展示的技...
-
- 企业资讯 我们的点焊机价格高吗?
最近谈崩了一个客户,很伤心。这个客户不是第一次合作了,还是合作了很多次的老客户,主要是采购我们的中频点焊机。 “怎么崩的?服务不好?” 怎么可能,我们可是做到有求必应的层次了,因为已经用了那么多台点焊机了,各方面的配合都得上的了。我们也看到了他们将来的需求,怎敢怠慢了,而恰恰相反,服务成本去了不少,整体合作利润并不高。对方是个规模不错的单位,技术人员配置齐全,很多问题是可以动动手就解决的,...

-
- 企业资讯 欢度国庆,定小目标
这个星期小编心情时而高兴时而紧张。 国庆长假要来了\(^o^)/~,普天同庆, 爽歪歪7天假期,时不时畅想下怎么个潇洒去。 低头投入工作,又一阵紧张撩动心灵,十一假期后回来就没了一个星期了,工作时间不到100天结束2016。2016就剩下最后一个季度了,3个月,12个星期了, ~~~(>_<)~~~~ 心头一句话响起“2016的小目标实现了吗?”对于小目标也是纠结的,达到了那是目标定低了...

-
- 企业资讯 最大输出电流20KA中频点焊电源升级-广州蓝能
最大输出电流为20KA的中频点焊电源LND-20A升级了。与原来不同的是由原来10%的负载率增加到了20%,变压器体积又缩小了,更轻便了,冷却水路完善,冷却更好了,整体性能棒棒哒。好处就是满足了更多焊接需求。新旧参数信息对比:表1 中频点焊电源 LND-20A基本技术参数型号 TypeLND-20A(旧)LND-20A(新)输入电压(V) Input voltage3~380V3~380V额定...

-
- 企业资讯 我司脉冲热压机在光器件行业应用增长迅速
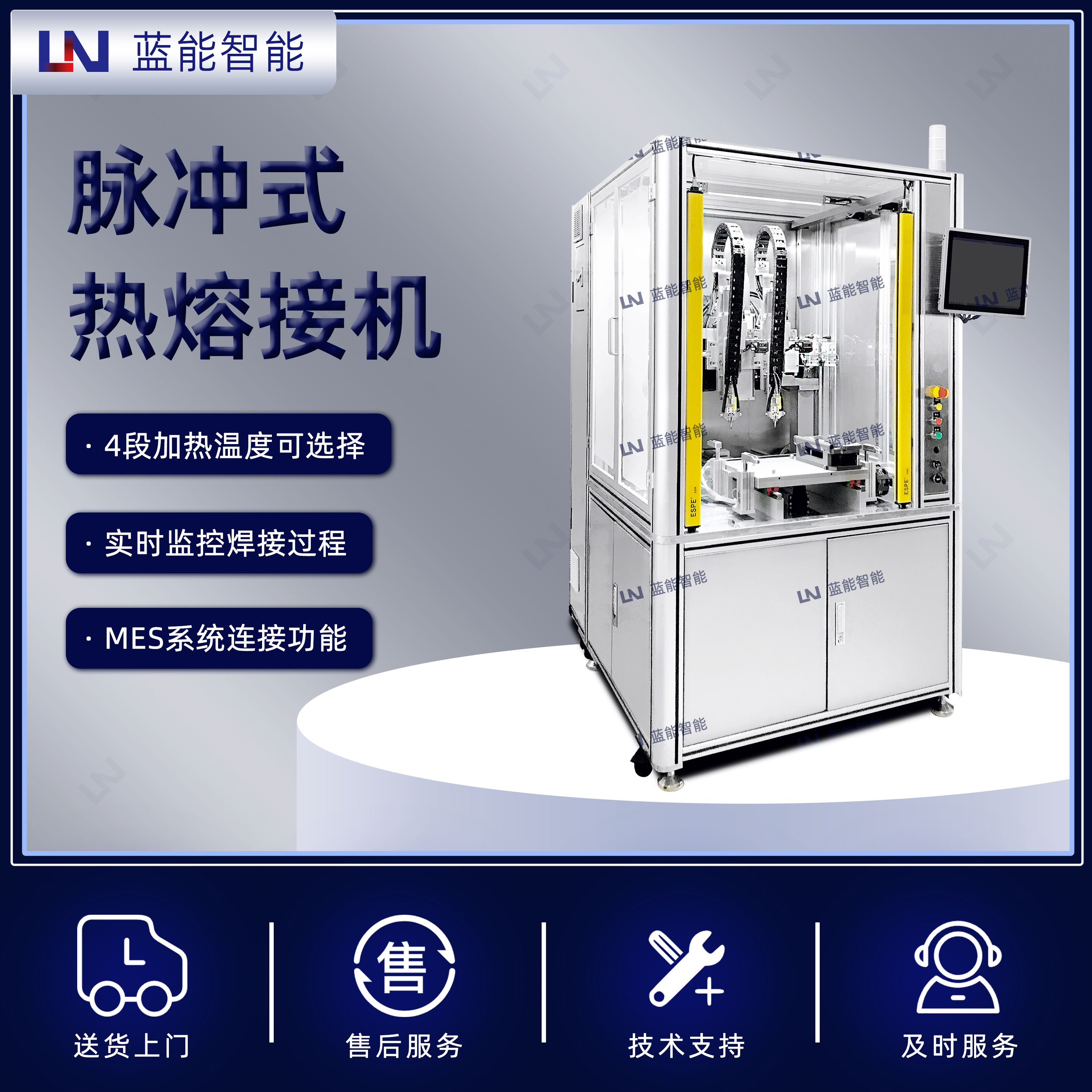
光通信行业发展良好,光器件企业在增长迅速同时,不断提高设备技术水平,包括武汉,绵阳,陕西等地的企业,近年越来越多的光器件企业找到我们了解脉冲热压机性能特点,解决光器件热压接工艺。我司的脉冲热压机温度控制精确,信号接口丰富,可以搭配人工焊接平台手动操作,也非常适合搭载自动化操作。在智能化,自动化的趋势下,能够便利的连接PLC实现自动焊接过程的脉冲热压加热电源(脉冲电流加热电源))也受到了客户的青...


-
技术交流
-
企业资讯
-
行业资讯
-
- 技术交流 ·怎样知道电机引线焊接效果行不行?要做什么测试?要怎样做分析报告?
采用热熔焊接机焊接完电机引线端子之后怎幺知道行不行了?3、 熔接程度:剥开端子,能够清晰看到每一根漆包线都是明显的去掉了漆皮,从端子的中间锯开,能够明显看到漆包线之间是几乎没有缝隙的;没有熔融现象;

-
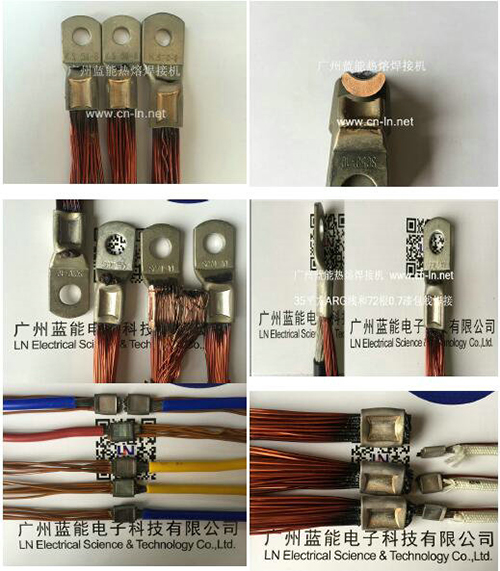
- 技术交流 ·漆包线怎么焊接?如何焊?方法原理介绍——广州蓝能电子
漆包线怎么焊接?漆包线焊接情况分类说明焊接工艺及焊接设备的选择。 一、多根漆包线和铜管(铜端子)焊接,多根漆包线加导线和铜管(铜端子)焊接,方法,原理,应用行业,范围、焊接效果。

-
- 技术交流 ·脉冲式热压焊机(Hotbar)左右双工位技术方案 ——广州蓝能电子
B. 左右双工位定制焊接机头;n 两段加热设定,带温度缓升缓降功能,时间宽范围设定(0-9.9s),适用复杂焊接过程需要。n 热电偶的闭环在线反馈控制提高温控的精确度。5) 再按下双手启动按钮,进入下一个焊接循环。

-
- 技术交流 ·有哪些压力比较精密稳定的点焊机头(碰焊机头)?——广州蓝能电子
◆压力精密控制且可调,适应不同的焊接工艺要求;弹簧加压由于加压过程弹簧有一定缓冲作用,释放压力的过程由于属于机械能自由释放,并没有如气缸一样的限制气流的条件,这种机头的随动性相对要好。

-
- 技术交流 ·新能源车电机定子引线剪线机
电机定子绕线之后,定子引出线都会留出多余的长度,现在大多都需要人工利用尺子测量定子引出线的长度,再利用剪刀剪去引出线多余的长度,这种方式去除多余的长度真的是耗费人力物力,降低了加工效率;同时,严重影响质量,制约着电机定子的大规模生产,影响企业的效益。为了解决现有电机定子引出线的修整、人工效率低下、质量不高的问题,我司提供一种机械化修整、效率较高、有效保证质量的定子引线剪线机。特..........

-
- 技术交流 ·电阻钎焊工艺(硬钎焊工艺)——广州蓝能电子科技
电阻钎焊工艺是在使用电阻焊机进行厚金属片焊接时常用的一种焊接工艺。在焊接时,因为金属片过厚,特别是铜,铝等产热较慢的金属,直接通过电阻焊机进行放电焊接,无法在焊接区域瞬时达到金属熔点,形成可靠的熔核,这时只要在2个金属片之间加一个固态焊料,通常是银铜合金焊片,即可实现稳定牢固的焊接。因为多采用的是固态的焊料,也就是硬钎焊的方式,而不同于采用焊膏。整个操作过程和采用点焊机没有很大..........

-
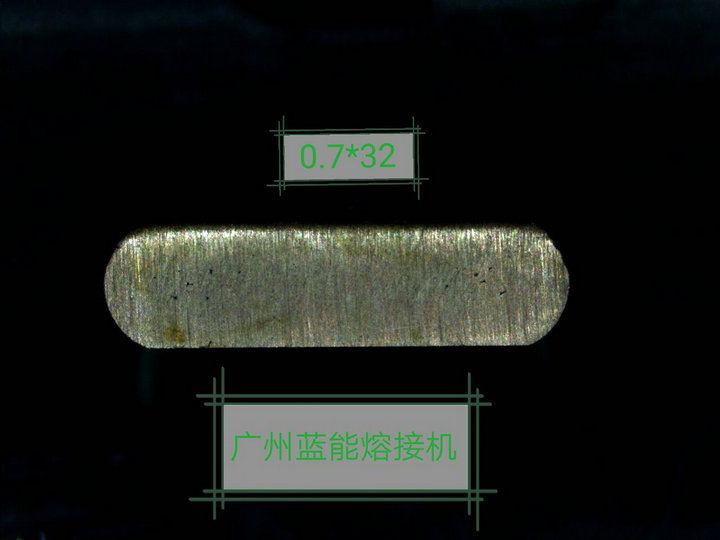
- 技术交流 ·电机定子铜端子焊接质量检测报告——广州蓝能电子科技有限公司
电机定子铜端子焊接质量检测报告---广州蓝能电子科技有限公司
一、 外观: 端子外表面外观良好,没有熔融现象,没有破坏端子表面镀层。端子烧焦长度满足要求。 50平方端子,0.65*105条漆包线
二、 测试导通率 每根漆包线都是导通的。
三、 测试电阻KDS测试的数值是,测量值都为0.58mΩ(KDS公司自己测试的数值)
四、 测量拉力 ...

-
- 技术交流 ·电机定子引线铜端子连接选择什么工艺?端子热熔焊接工艺?端子压接工艺?浸锡工艺?
电机定子引线铜端子连接选择什么工艺?端子热熔焊接工艺?端子压接工艺?浸锡工艺?为什么在电机定子引线铜端子连接中,端子热熔焊接工艺的性能要远胜于端子压接工艺或端子压接浸锡工艺?
电机引线端子压接:
端子压接是对刮漆皮后的铜线进行简单挤压,使铜线产生物理变形,利用相邻铜线之间的表面摩擦力来包证铜线和端子之间的连接。这样就有可能出现铜线变形不足,即在铜线和铜线之间,铜线和端子之间形成空洞(如图1)。导...
-
- 技术交流 ·铜管电磁线熔接机设备操作流程——广州蓝能电子
以下操作流程适用于我司铜管电磁线熔接机/漆包线铜管焊接机/新能源汽车定子引线焊接机。1、工人将产品与治具推至焊接工作平台内;2、作业员将电机上所需焊接的端子位置对准至下电极焊接区域;3、脚踩下“脚踏开关”——上电极下压到位,上电极压紧产品——再次手按下“通电开关”——焊接——焊接完成上电极自动复位——切换焊接点位循环作业——推出产品回归产 线——重复作业。(任意过程可以按急停开关复位)。 我司铜管...
-
- 技术交流 ·多点焊接点焊机设计不同焊接方案
在很多一些产品焊接中,我们经常会遇到很多一些“多点焊接”,比如一些不锈钢,碳钢,线材,网片、滤网等的焊接,要求焊接效率快,能够节省人员成本。下面就几种方案进行说明。1、一台点焊机(焊接电源)连接一个机头,一点一点前后焊接。可以设计机头固定不动,平台X、Y轴移动。也可以设计机头可X轴移动,平台Y轴移动。这种方案适合焊点相对不是很多的产品焊接,焊点分布无规则。焊接效率相对较慢。视频:http://...












-
联系我们
-
售后服务
广州蓝能智能装备股份有限公司
020-34154005 / 34252975
传真:020-34154005
QQ:459359414,2295546976
邮箱:dengxiwen@cn-ln.net; lijinyu@cn-ln.net
网址:www.cn-ln.net
公众微信号: cnlndz
地址:广州市白云区西槎路671号聚龙工业区29栋7楼

扫一扫保存联系方式