
欢迎进入蓝能官方网站!
【电话热线】020-34154005
抖音扫码关注




微信扫码咨询
【手机微信】13922491768
020-34252975
-
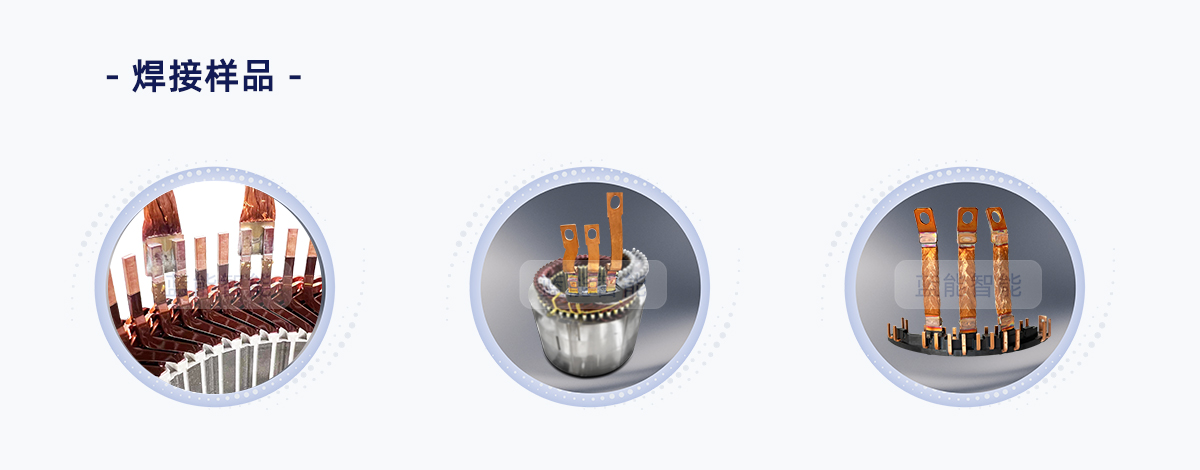
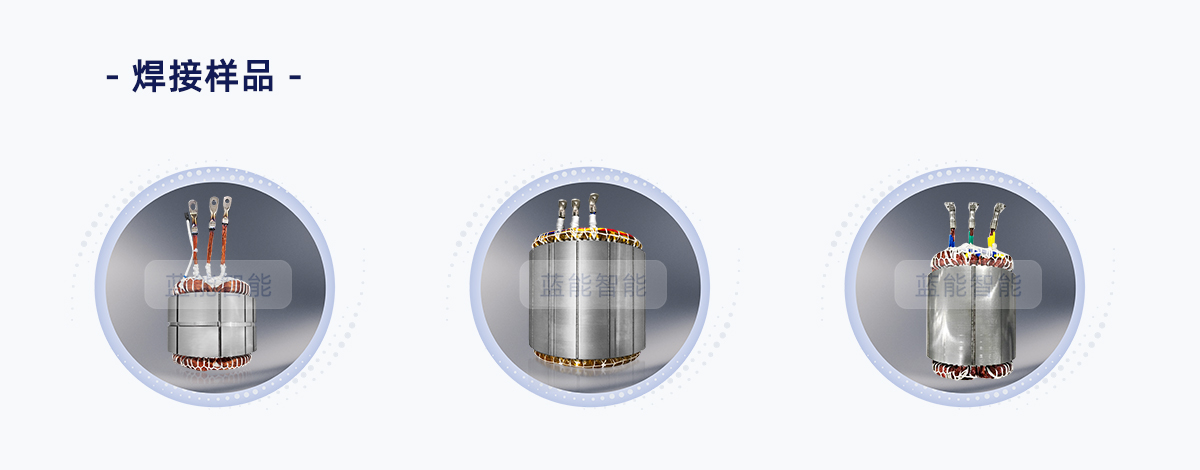
圆线电机引线焊接
-
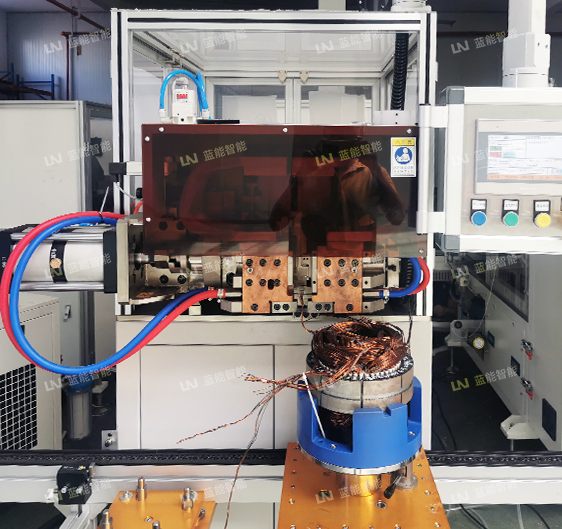
扁线电机引线焊接
-
利兹线/丝包线焊接
-
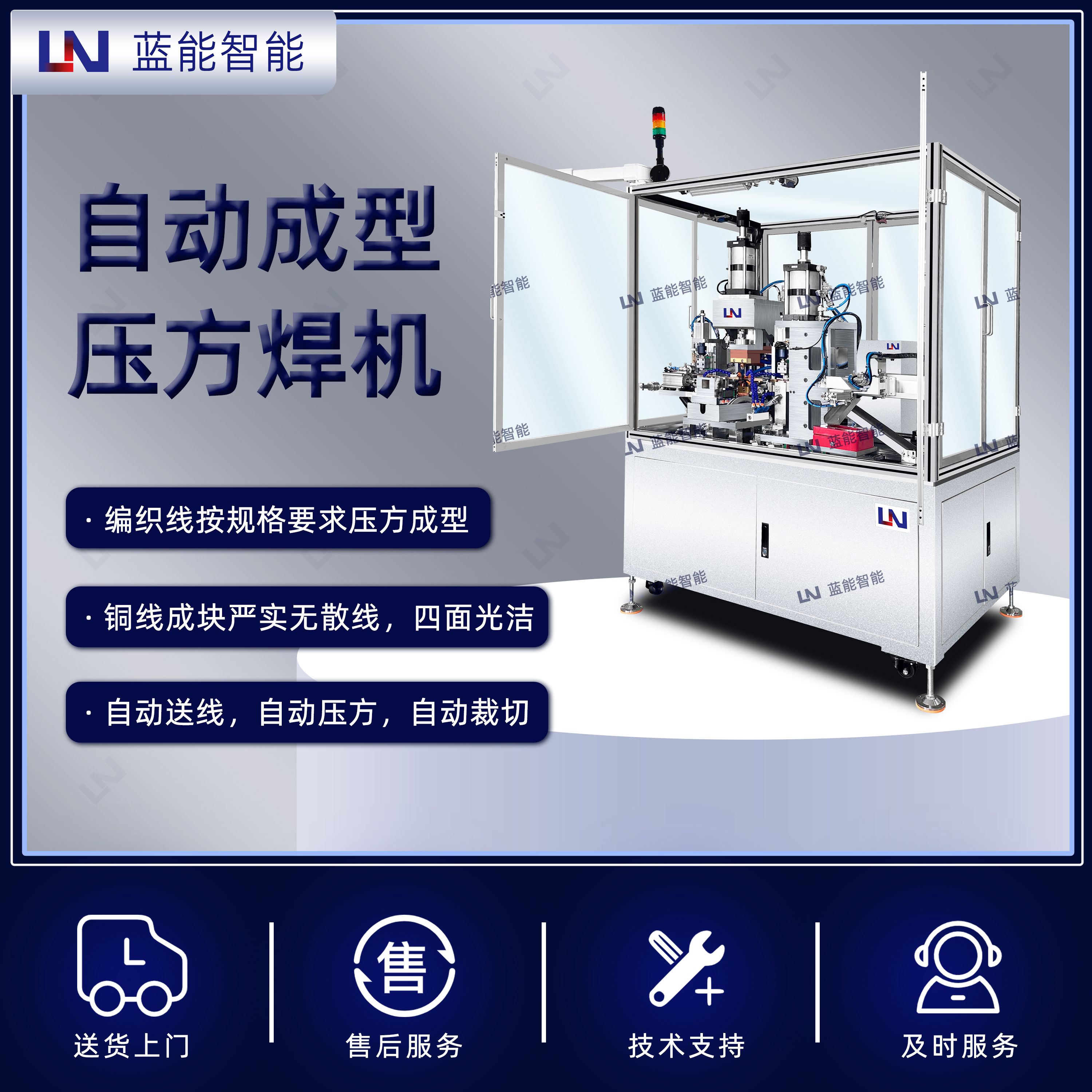
成型压方焊接
-
精密左右焊接
-
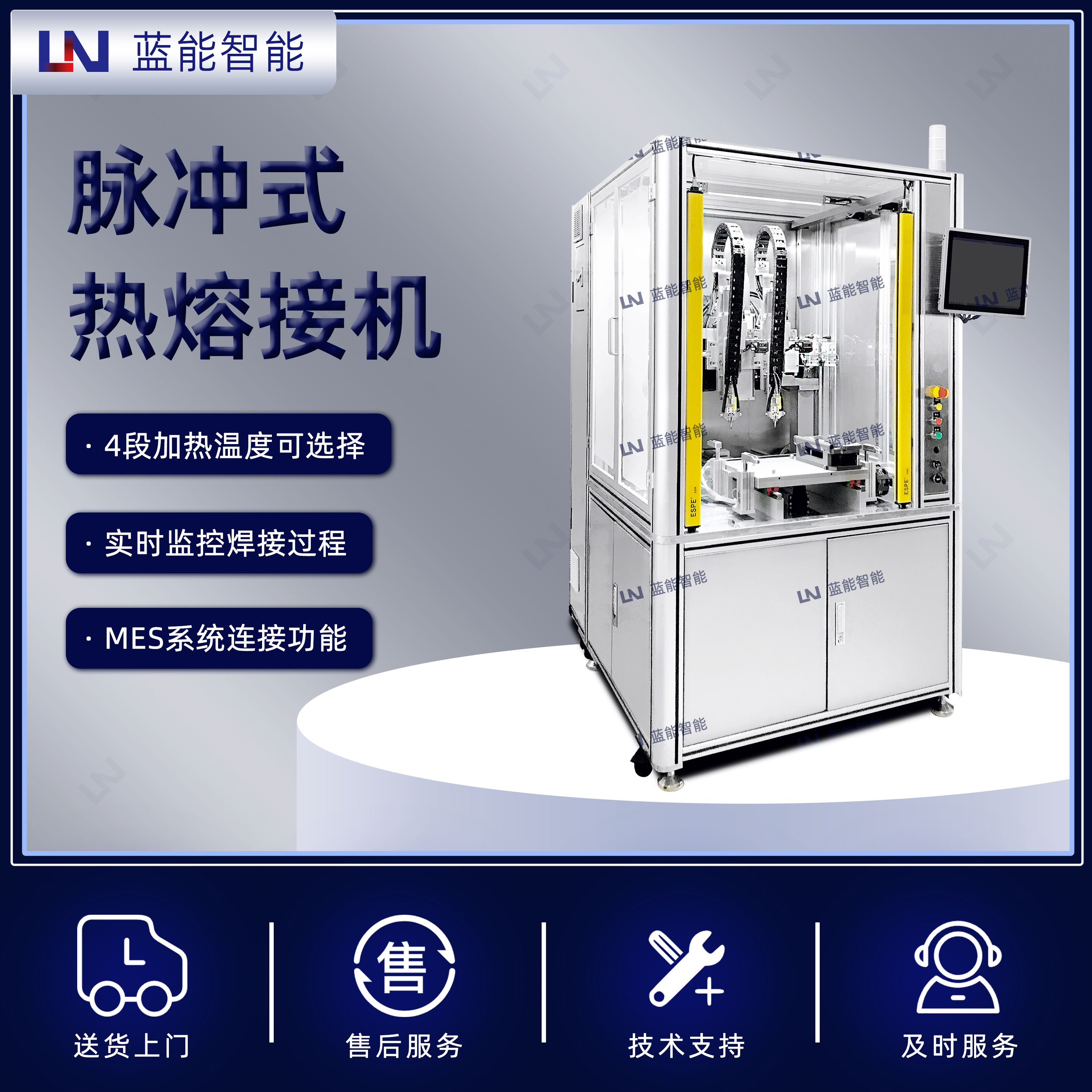
自动/其他焊接


扁线电机合作客户: 博格华纳、方正、汇川、易唯科、无锡跃科、铭纳阳、 大连豪森、上海邦迪、长沙易斯特、上海伟本、珠海达明、合力士、艾易得、 东莞皓星、苏州英维特、松正等。








- 1
- 2
- 3
- 4
- 5
- 6
- 7
- 8
- 9








- 1
- 2
- 3
- 4
- 5
- 6












-
19
-
18
-
7
-
17
-
3
-
1
-
4
-
5
-
6
-
8
-
9
-
10
-
11
-
12
-
2
-
13
-
16
-
24
-
20
-
21
-
23
-
22
-
18
-
6























-
- 企业资讯 公司搬迁,地址变更!——广州蓝能电子
客户朋友们、供应商朋友们: 大家好!承蒙大家长期以来对本公司的大力支持与配合,本公司全体员工表示由衷的感谢! 因业务发展需要和公司规模的扩大,广州蓝能电子科技有限公司于2016年12月28日起,搬迁至新的地址(具体地址附后),公司其他联系方式,包括电话,传真,邮箱,QQ,阿里旺旺,微信等商务联络方式保持不变,仅仅变更办公地址。请知悉。 新地址:广州市白云区西槎路671号聚龙工业区29栋70...

-
- 企业资讯 广州蓝能2017年春节假期安排
敲打键盘写这个放假通知的第一感觉就是,离上次写春节放假通知是那么近!!!2016年春节情景,还依稀在脑海。 2016年是忙碌的,全体忙碌积极的学习,改进,服务客户,忙着进步,忙着发展,全身心投入,时间是飞逝的。 2016年点焊电源出货量大增,长期合作客户持续性下单;大功率中频点焊电源需要增加,符合制造业生产往高端走,以往笨重、控制差的交流点焊机设备更新换代的需求,大功率中频点焊电源展示的技...
-
- 企业资讯 我们的点焊机价格高吗?
最近谈崩了一个客户,很伤心。这个客户不是第一次合作了,还是合作了很多次的老客户,主要是采购我们的中频点焊机。 “怎么崩的?服务不好?” 怎么可能,我们可是做到有求必应的层次了,因为已经用了那么多台点焊机了,各方面的配合都得上的了。我们也看到了他们将来的需求,怎敢怠慢了,而恰恰相反,服务成本去了不少,整体合作利润并不高。对方是个规模不错的单位,技术人员配置齐全,很多问题是可以动动手就解决的,...

-
- 企业资讯 欢度国庆,定小目标
这个星期小编心情时而高兴时而紧张。 国庆长假要来了\(^o^)/~,普天同庆, 爽歪歪7天假期,时不时畅想下怎么个潇洒去。 低头投入工作,又一阵紧张撩动心灵,十一假期后回来就没了一个星期了,工作时间不到100天结束2016。2016就剩下最后一个季度了,3个月,12个星期了, ~~~(>_<)~~~~ 心头一句话响起“2016的小目标实现了吗?”对于小目标也是纠结的,达到了那是目标定低了...

-
- 企业资讯 最大输出电流20KA中频点焊电源升级-广州蓝能
最大输出电流为20KA的中频点焊电源LND-20A升级了。与原来不同的是由原来10%的负载率增加到了20%,变压器体积又缩小了,更轻便了,冷却水路完善,冷却更好了,整体性能棒棒哒。好处就是满足了更多焊接需求。新旧参数信息对比:表1 中频点焊电源 LND-20A基本技术参数型号 TypeLND-20A(旧)LND-20A(新)输入电压(V) Input voltage3~380V3~380V额定...

-
- 企业资讯 我司脉冲热压机在光器件行业应用增长迅速
光通信行业发展良好,光器件企业在增长迅速同时,不断提高设备技术水平,包括武汉,绵阳,陕西等地的企业,近年越来越多的光器件企业找到我们了解脉冲热压机性能特点,解决光器件热压接工艺。我司的脉冲热压机温度控制精确,信号接口丰富,可以搭配人工焊接平台手动操作,也非常适合搭载自动化操作。在智能化,自动化的趋势下,能够便利的连接PLC实现自动焊接过程的脉冲热压加热电源(脉冲电流加热电源))也受到了客户的青...


-
技术交流
-
企业资讯
-
行业资讯
-
- 技术交流 ·闭环电阻点焊机(中频点焊机)不同控制模式详细介绍
闭环电阻点焊机(中频点焊机)不同控制模式详细介绍 闭环电阻点焊机(中频点焊机、逆变点焊机、高频逆变点焊机)的控制模式主要有恒定电流控制模式、恒定电压控制模式、恒定功率控制模式。点焊机恒定电流控制模式 恒定电流指能够改变电子电路两端的电压以保持恒定电流的能力。 点焊机上的恒定电流模式可用于所有应用的65%,包括表现出低接触电阻、接触电阻较小可变性、扁平零件及多零件“三明治”。 (广州蓝能电子...

-
- 技术交流 ·富士康ACF热压机(脉冲热压机)作业制程规范
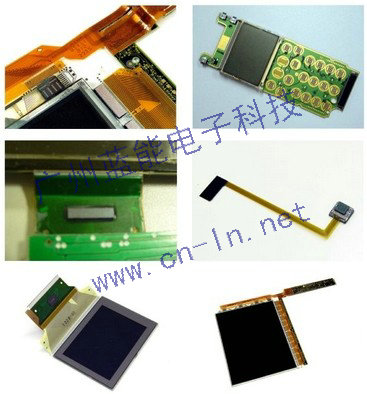
富士康ACF热压机(脉冲热压机)作业制程规范1.适用范围 本规范适用于软硬板连接技术中的ACF热压作业制程﹐规范此制程的方法﹑要求和注意事项。避免制程设计不合理﹐产品设计不合理,影响产品良率与质量,或出现缺漏现象。 注:ACF连接主要应用于LCD显示产品。包含FPC与PCB连接、FPC与Panel连接、PCB与IC连接、FPC与Ceramic连接、IC Card与IC Tag连接。本规范主要是...

-
- 技术交流 ·逆变器电源的详细介绍——广州蓝能电子科技
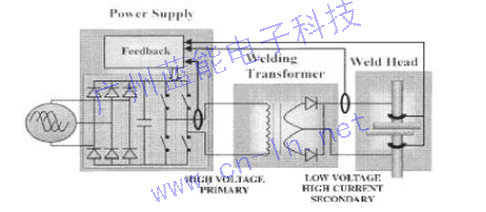
逆变电源的详细介绍——广州蓝能电子科技 逆变点焊机使用亚毫秒脉冲宽度调制(切换)技术以及闭环反馈,以亚毫秒为递增量控制焊接能源。三相输入电流的全波整流为直流,焊接变压器的主电流可以在(高达)8千赫甚至更高时切换并产生交流电源。 二次电流可整流产生直流焊接电流,并带有施加的低层次交流纹波。高速反馈电路让逆变器电源能够适应二次环流电阻的变化以及焊接过程的动态变化。 例如,8千赫的逆变电源能够...
-
- 技术交流 ·ACF热压(ACF绑定)-广州蓝能电子脉冲热压机
ACF热压(ACF帮定) 在柔性线路板和刚性电路板、玻璃显示器和焊距非常细密(<30微米)的柔性箔片之间建立导电帮定(热压)的过程即被称为 ACF帮定(ACF热压)。这个过程的基本特征是在压力下对粘合剂进行加热和冷却。 粘合剂中悬浮微小的球形颗粒,可以是箔片、胶带或膏体的形式。在粘接之前,这些颗粒由粘合剂的绝缘基质相互分离。需要接合的部件先通过部件之间的粘合剂粘在一起 (ACF自动层压)。通过...
-
- 技术交流 ·不同材料焊接应选择不同的点焊机焊接控制模式
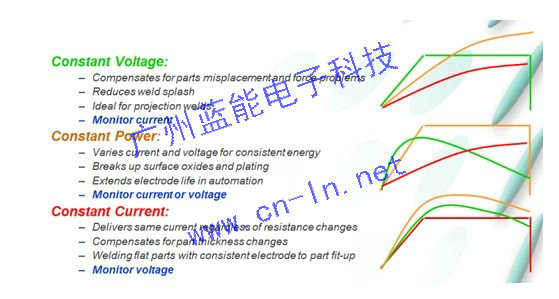
不同材料焊接应选择不同的点焊机焊接控制模式反馈模式 闭环电阻点焊技术能够以恒定电流、恒定电压或恒定功率的形式传递能量。 这些“反馈模式”来自于内部传感线圈(用于测量焊接电流)或线缆(用于测量电压)所收集的数据,或者基于这两个数值进行计算所测量出的功率。 反馈模式用于监测和调整点焊工艺;使用哪种反馈模式合适,取决于应用涉及的部件和工艺要求。 恒定电流非常适合焊接扁平零件,这种应用中零件与零件以...
-
- 技术交流 ·电阻焊机电极的配置
电阻焊机电极的配置 电阻焊机电极配置可以满足不同的应用需求: 点焊机电极对焊配置:顶部和底部电极可用于夹住零件并提供电流路径。 对焊比其他配置更好,因为它更容易设置和控制电流路径,应该尽量使用。 电阻点焊机电极串联配置:在串联焊接中,当无法接近底部零件时,可使用两个顶部电极。 两个电极接触顶部零件,电流通过顶部零件传递给底部零件。 产生两个焊接点,每个电极下面一个。 独立的压力控制功能可...

-
- 技术交流 ·再谈电阻点焊机的控制模式
在电阻点焊机工作时,应该根据不同的产品,不同的材料选择不同的“控制模式”,才能达到最好的焊接效果。电阻点焊机的反馈控制模式主要有“恒定电流”、“恒定电压”、“恒定功率”。一、电阻点焊机“恒定电流”模式 恒定电流指能够改变电子电路两端的电压以保持恒定电流的能力。 点焊机上的恒定电流模式可用于所有应用的65%,包括表现出低接触电阻、接触电阻较小可变性、扁平零件适合。恒定电流模式特点:1、在电阻变...
-
- 技术交流 ·细小塑胶铆钉热熔机原理
细小塑胶铆钉热熔机应用于极细塑胶铆钉的铆接焊接,细小塑料铆钉焊接要求比较高,很多并不适合采取超音波技术,那么我们的脉冲直流热压焊技术就得到了很好的应用。 原理:利用脉冲电流流过钼、钛等高电阻材料时产生的焦耳热去加热焊接的方式。焊头下压住塑胶铆钉,焊头瞬时升温(1秒钟),焊头的温控精度可以控制在3%内,焊头热量作用于塑胶铆钉,热熔,塑胶铆钉产生“蘑菇”状,冷却(1-3秒钟),焊头抬起,焊接完成...
-
- 技术交流 ·怎样解决电阻点焊机焊接中的“氧化、发黑”问题?
焊接时,工件焊点发黑影响外观评估,国外客户拿来的样品总是那么漂亮,相去甚远,什么原因了?那是设备不一样。 发黑很多时候是焊接放电时间过长所导致的!如果用交流焊机,频率是50HZ,一个周波是20毫秒,放电时间最短是20毫秒,放电时间只能是20毫秒整倍增加或减少。如果一个工件焊接时间只需要10毫秒,或者25毫秒,则交流焊机没办法做到。25毫秒就刚好了,可是交流机增加一个周波就用了40毫秒了,这样...

-
- 技术交流 ·电阻焊机(点焊机)恒功率控制模式解析
我司电阻焊机(点焊机)具有恒流、恒压、恒功率、定脉宽等控制模式。每种控制模式都有适合的应用。恒功率模式不怎么被熟悉,做一个简单的解析。 电阻焊机(点焊机)所有控制系统都是在给定的值与实际值的误差经过计算处理(常用PI)去作为被控系统的输入,通过输入来达到需要的设定的输出。 我们生产的电阻焊机高频焊接电源属于开关电源,占空比则为输入,功率做输出,恒功率则为恒给定,由于功率是个复合量,所以需要...










-
联系我们
-
售后服务
技术支持
焊接件结构建议,可行性分析,焊接工艺、 设备方案、焊接结果检测技术服务支持。
及时服务
24小时及时响应客户的问题反馈。
售后服务
设备交钥匙服务品质,现场陪产、设备维护 保养、设备应用工艺扩展全面技术服务。
广州蓝能智能装备股份有限公司
020-34154005 / 34252975
传真:020-34154005
QQ:459359414,2295546976
邮箱:dengxiwen@cn-ln.net; lijinyu@cn-ln.net
网址:www.cn-ln.net
公众微信号: cnlndz
地址:广州市白云区西槎路671号聚龙工业区29栋7楼

扫一扫保存联系方式