

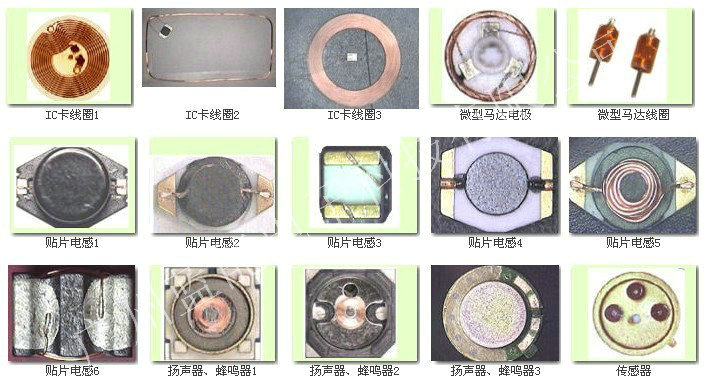
产品中心
Products Center
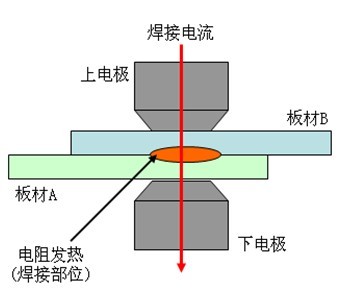
点焊方法分为:双面单点焊、单面单点焊、单面双点焊、双面双点焊、多点焊。
1. 双面单点焊
所有的通用焊机均采用这个方案。从焊件两侧馈电,适用于小型零件和大型零件周边各焊点的焊接。
2. 单面单点焊
当零件的一侧电极可达性很差或零件较大、二次回路过长时,可采用这个方案。从焊件单侧馈电,需考虑另一侧加铜垫以减小分流并作为反作用力支点。
3. 单面双点焊
从一侧馈电时尽可能同时焊两点以提高生产率。单面馈电往往存在无效分流现象,浪费电能,当点距过小时将无法焊接。在某些场合,如设计允许,在上板二点之间冲一窄长缺口可使分流电流大幅下降。
4. 双面双点焊
其唯一不足之处是须制作二个变压器,分别置于焊件两侧,这种方案亦称推挽式点焊。两变压器的通电需按极性进行。
5. 多点焊
当零件上焊点数较多,大规模生产时,常采用多点焊方案以提高生产率。目前一般采用一组变压器同时焊二或四点。一台多点焊机可由多个变压器组成。可采用同时加压同时通电、同时加压分组通电和分组加压分组通电三种方案。可根据生产率、电网容量来选择合适方案。
================================
广州蓝能电子科技有限公司专注于焊接电源,精密点焊机,脉冲热压机。核心产品高频点焊机、脉冲热压机在国内享有盛誉,逆变点焊电源在自动化焊接中大量配套使用。我们愿为您寻找最佳焊接解决方案,公司设有工艺实验室,欢迎前来试样。
LN蓝能中国顶尖精密电阻焊机方案提供商
微信服务号:cn-ln11
电话:020-34154005/34252975;
QQ:2295546976/459359414
广州蓝能智能装备股份有限公司
020-34154005 / 34252975
传真:020-34154005
QQ:459359414,2295546976
邮箱:dengxiwen@cn-ln.net; lijinyu@cn-ln.net
网址:www.cn-ln.net
公众微信号: cnlndz
地址:广州市白云区西槎路671号聚龙工业区29栋7楼

扫一扫保存联系方式