
欢迎进入蓝能官方网站!
【电话热线】020-34154005
抖音扫码关注



微信扫码咨询
【手机微信】13922491768
020-34252975
- 产品分类 -
PRODUCT CLASSIFICATION
————
-
圆线电机引线焊接
-
扁线电机引线焊接
-
利兹线/丝包线焊接
-
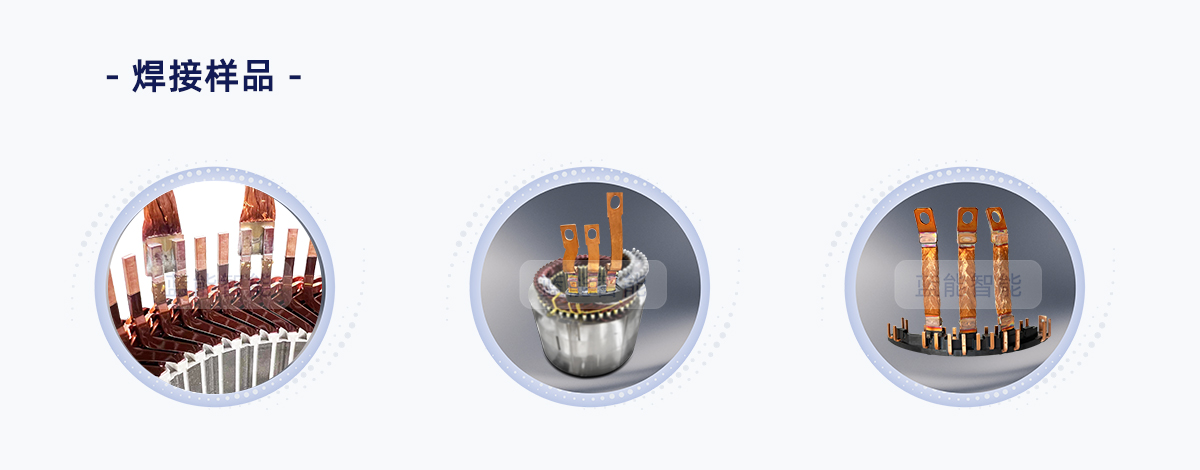
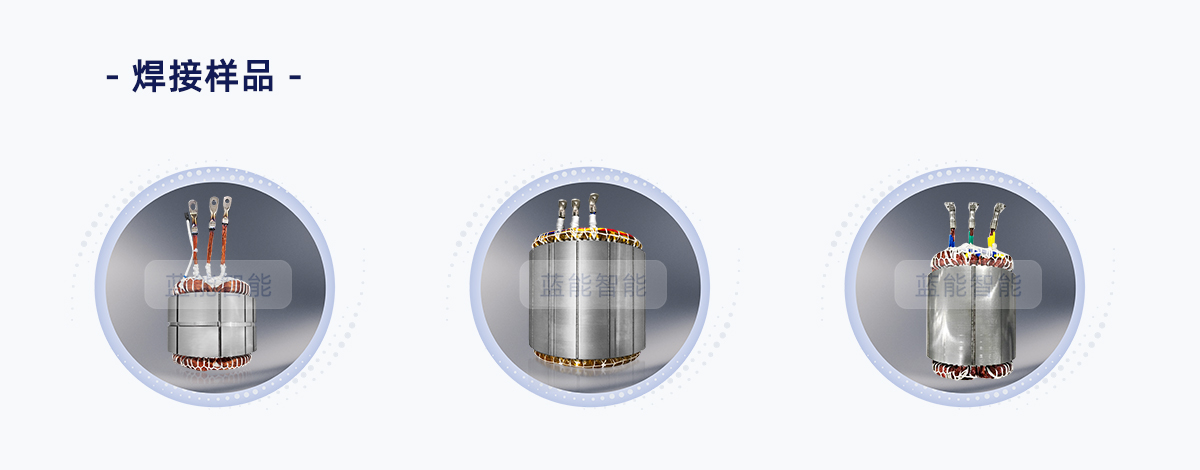
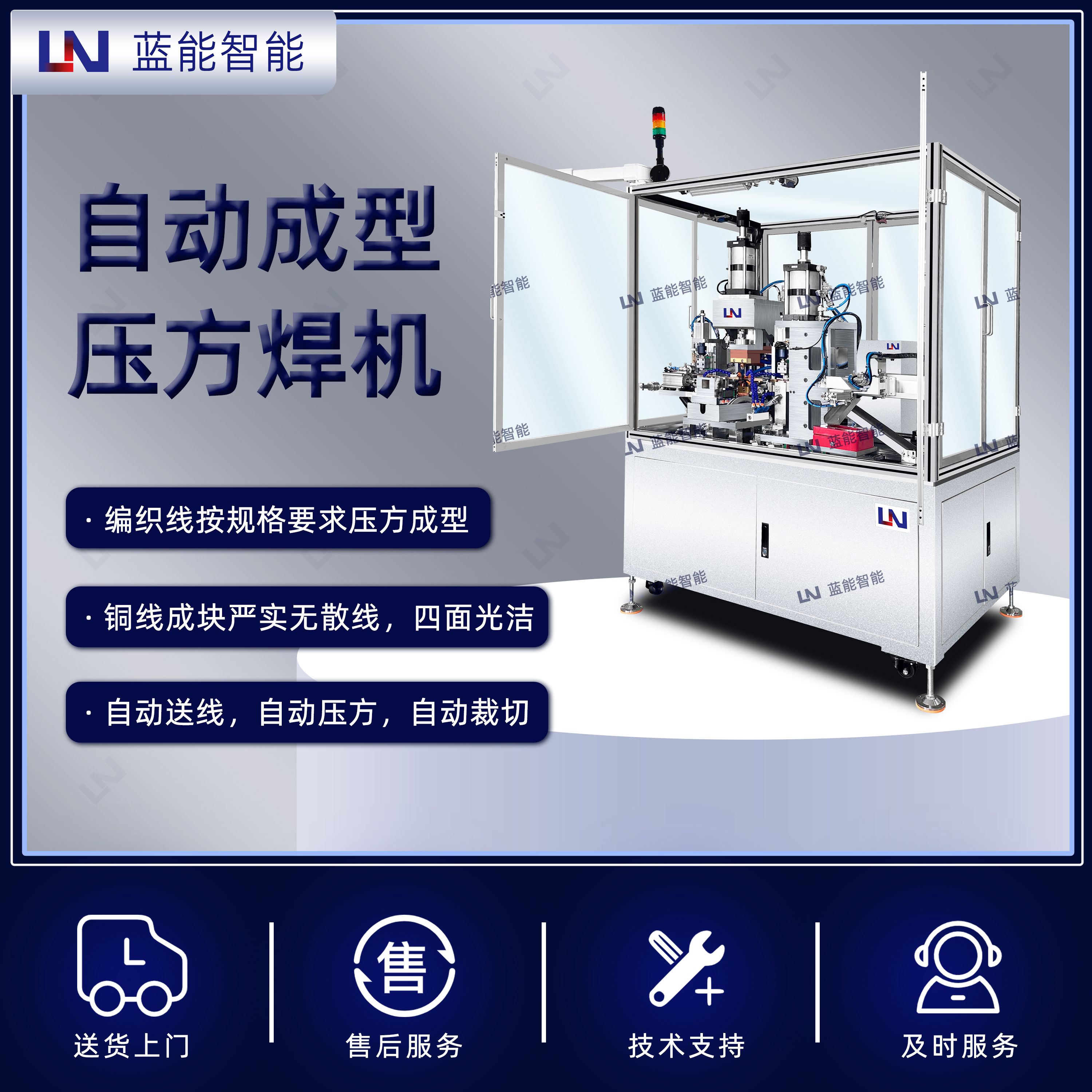
成型压方焊接
-
精密左右焊接
-
自动/其他焊接


扁线电机合作客户: 博格华纳、方正、汇川、易唯科、无锡跃科、铭纳阳、 大连豪森、上海邦迪、长沙易斯特、上海伟本、珠海达明、合力士、艾易得、 东莞皓星、苏州英维特、松正等。




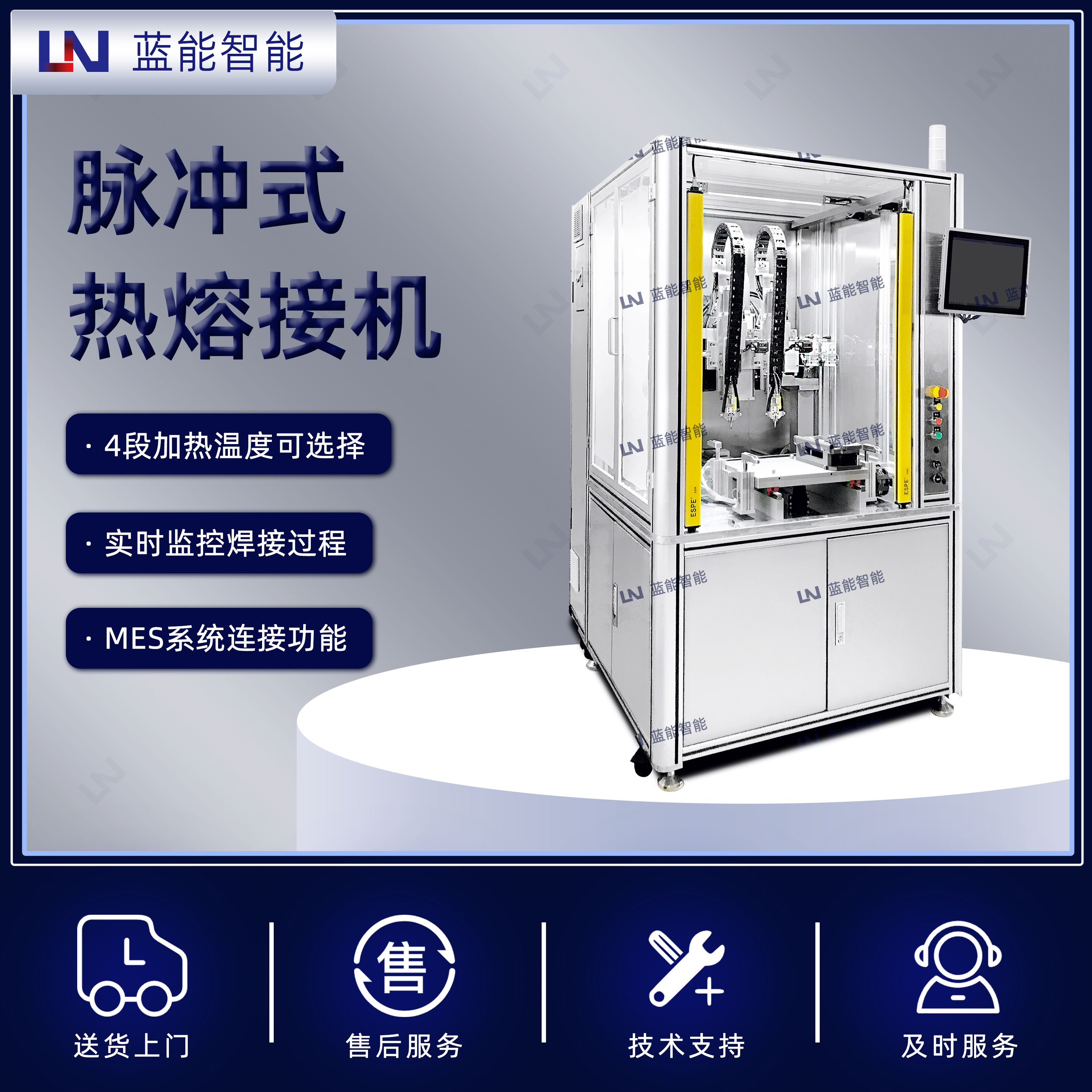
- 热销新品 -
HOT SELLING
————




- 公司介绍 -
COMPANY INTRODUCTION
————
- 荣誉资质 -
QUALIFICATION
————
- 1
- 2
- 3
- 4
- 5
- 6
- 7
- 8
- 9








- 1
- 2
- 3
- 4
- 5
- 6





广州蓝能智能装备股份有限公司成立于2011年,作为精密电阻焊领域的创新先锋,我们始终致力于智能焊接装备的自主研发与产业化应用,为先进制造领域提供高精度、智能化的焊接解决方案。
【企业荣誉】
· 高新技术企业
· 省级“专精特新”企业
· 科技型中小企业
· 中国汽车工业协会车用电机电子电器分会会员
· 中国汽车新能源电机电控产业联盟会员
· 中国电器工业协会中小型电机分会会员
【核心技术】
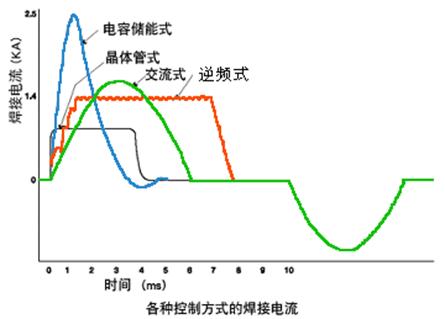
深耕电阻焊技术研发十余载,已形成涵盖热熔焊接、中频交/直流焊、高频逆变直流焊、精密微点焊等核心技术矩阵。自主研发的智能焊接系统集成数据监控系统、自适应控制等创新技术,实现焊接精度±0.02mm、良品率99.8%的行业领先水平。
【行业赋能】
业务版图覆盖新能源汽车三电系统、航空电子元器件、光通信器件、医疗设备等高端制造领域,构建从工艺研发、设备定制到产线集成的全产业链服务能力。重点服务长三角、珠三角两大先进制造业集群,辐射全国20+省市高端制造基地。
【合作客户】
为华为技术、中车集团、大疆、瑞声、等行业巨头提供设备和服务,累计为12大行业300+企业2000+项目提供智能焊接升级方案,部分客户建立深度技术合作关系,提供高品质产品通过CE等国际认证,技术参数达到欧洲标准,助力客户实现进口替代与工艺革新。合作客户有:
· 新能源电机行业:广汽、大众、苏州汇川动力、浙江方正、博格华纳、卧龙采埃孚、武汉智新、宁波菲仕、合肥巨一、法雷奥、珠海英博尔、索恩格、中车、信质、极电、厦门势拓、威灵汽车、南洋、舜驱、格雷博、奥思伟尔、双林、易唯科、朗高、松正、金康新能源,芜湖杰瑞诺、山东博源、常州新誉、柳机等。
· 伺服电机行业:西门子中国、SEW电机、诺德电机、苏州汇川技术、库卡机器人、艾创、菲仕等。
· 磁性元件行业:可立克、海光、威迈斯、威海昌星、雅玛西、东莞昱懋、铂恩氏、天津光电、京泉华、顺络。
· 空压机行业:广东美芝、芜湖美芝、江西海立、奥克斯、比泽尔。







- 合作客户 -
COOPERATIVE CUSTOMER
————
-
19
-
18
-
7
-
17
-
3
-
1
-
4
-
5
-
6
-
8
-
9
-
10
-
11
-
12
-
2
-
13
-
16
-
24
-
20
-
21
-
23
-
22
-
18
-
6























- 产品焊接视频 -
WELDING VIDEO
————

-
- 企业资讯 2020五一劳动节快乐!——广州蓝能电子科技
致敬抗疫一线的医护人员、警察、社区工作者,志愿服务工作者,致敬每一位为疫情贡献的平凡人!
-
- 企业资讯 延迟开工通知-广州蓝能
五、疫情情况在变化,在这段时间希望全体同事和公司一起度过可能的难关,复工复产后可能还需要很长一段时间的消毒防护期及各项防疫措施,要求全体积极配合。祝大家健康平安,鼠年大吉!
-
- 企业资讯 2020年春节放假通知
2020年1月20日(农历腊月二十六)-2020年1月31日放假,2月1日(年初八)上班。注意:1月18-19日,2月1-2日上班。放假期间,旅途中注意安全,安排好返程,按时上班。假期后上班第一天,进行检查,按计划开展工作,抓重点交期紧急订单,确保交期。2020年我们万众一心加油干,越是艰险越向前!


-
- 企业资讯 广州蓝能2019国庆假期安排
今年国庆,喜迎新中国70年华诞。其中 9月28—29日上班、10月12日(周六)安排上班。3、放假期间各人员保持联络畅通,及时处理相关工作事务,确保客户联络得到及时的沟通,大家度过一个舒心愉快的假期。


-
- 企业资讯 广州蓝能2019中秋节、国庆节放假通知
2019中秋节已到,我司将按国家部门统一放假方式安排休假,同时将国庆节放假安排一并做出安排和通知。其中9月29日(周日)、10月12日(周六)安排上班。放假前各岗位人员都要进行安全方面的检查,防范安全事故。
-
- 企业资讯 广州蓝能2019年端午节放假安排
祝大家假期愉快,平安喜乐!广州蓝能电子科技有限公司2019年端午节放假安排:6月7日,端午节,放假1天。期间有紧急业务的请联系日常具体的业务联系人,或者电话联系:15914224989,尽快为您解决问题,感谢支持!

-
- 企业资讯 广州蓝能2019年五一放假安排
2019年五一劳动节已到,广州蓝能电子科技有限公司按国家统一规定实行五一放假安排,具体如下:4月28日(周日)调休上班上班,5月1日-4日放假,5月5日(周日)调休上班。QQ:2295546976/459359414

- 新闻中心 -
NEWS CENTER
————
-
技术交流
-
企业资讯
-
行业资讯













-
- ·昆山富士康机器换人:员工11万人缩减至5万——hotbar(脉冲加热回流焊接)
昆山富士康机器换人:员工11万人缩减至5万 中新网昆山5月22日电(记者朱晓颖)22日,富士康科技集团总经理游象富在江苏昆山接受记者采访时表示,由于“工厂关灯”、“机器换人”,作为富士康在大陆第二着陆点的昆山厂区,其员工从最多时的11万人缩减至5万多人,但营业额仍在增加。 富士康科技集团是全球最大电子产业制造商,也是追随第一批大陆发展热潮登陆大陆的台资企业。1988年,富士康投资大陆,19...

-
- ·90家汽车零部件上市公司2015年年报数据
日前,《中国汽车报》记者统计了90家汽车零部件上市公司的2015年年数据。结果显示,2015年,90家汽车零部件上市公司总营业收入为4286.39亿元,与2014年的4000.46亿元相比,同比增长7.15%。净利润(本版“净利润”指归属上市公司股东的净利润)表现不佳,在经济发展新常态、原材料上涨、商用车市场低迷等因素影响下,90家汽车零部件上市公司总净利润同比下滑13.86%,至232.80...


-
- ·电容的作用及其原理
电容器在电子电路中几乎是不可缺少的储能元件,它具有隔断直流、连通交流、阻止低频的特性。广泛应用在耦合、隔直、旁路、滤波、调谐、能量转换和自动控制等电路中。 1、滤波电容:接在直流电源的正、负极之间,以滤除直流电源中不需要的交流成分,使直流电变平滑。一般采用大容量的电解电容器或钽电容,也可以在电路中同时并接其他类型的小容量电容以滤除高频交流电。 2、旁路电容:接在交、直流信号的电路中,将...

-
- ·中国制造2025,需要工匠精神
敬畏传统、拥抱未来。我们又一次站在了选择的路口。 当一度引以为傲的“世界工厂”的光鲜感觉不再,中国将如何定位全球产业版图中的新角色?今年政府工作报告首度亮出的“中国制造2025”、“互联网+”两大热词,勾勒出了清晰的图景。 升级“中国制造”、孕育新兴产业,是全球经济新格局、中国经济新常态下的自然选择。在全球新一轮工业革命浪潮之下,植入新理念、拥抱新技术,是中国制造抢占全球工业制高点的必然路...

-
- ·智能灯泡是小米在推,照明企业也和IT牵手了
近日,亚明、阳光、鸿雁、欧普、飞利浦、木林森、科瑞、锐高、莹辉、柏年、鼎晖、顿格等13家 与小米签订共建智能照明联合声明,小米将与这些照明企业联合,共同推进智能照明在家庭的落地。 据《假装是极客》了解,这些照明企业今年将在其智能灯泡中广泛应用小米的智能模块。此前,雷军称小米智能模块材料成本价已经降到22元人民币。预计一年内成本将降到15元,两年内将降到10元人民币。据称,小米智能硬件团...
-
- ·机器人要解决灵巧性问题 拓展家电3C五金市场
继汽车之后,3C、家电、五金将是机器人拓展的最大潜力市场。不过,像富士康这样的大型代工的机器换人进程却慢于预期。新松机器人总裁曲道奎向《第一财经日报》记者表示,要在3C、家电行业加快普及工业机器人,机器人还需更加灵活。而餐饮业的服务机器人应用前景也让人期待,不过协调机器人与人之间关系的法规尚需完善。 在昨天(22日)举行的2014高工机器人年会上,谈及未来机器人的潜力市场时,中外机器人...
-
联系我们
-
售后服务
技术支持
焊接件结构建议,可行性分析,焊接工艺、 设备方案、焊接结果检测技术服务支持。
及时服务
24小时及时响应客户的问题反馈。
售后服务
设备交钥匙服务品质,现场陪产、设备维护 保养、设备应用工艺扩展全面技术服务。





微信扫码咨询
抖音扫码关注
视频号扫码关注
公众号扫码关注
广州蓝能智能装备股份有限公司
020-34154005 / 34252975
传真:020-34154005
QQ:459359414,2295546976
邮箱:dengxiwen@cn-ln.net; lijinyu@cn-ln.net
网址:www.cn-ln.net
公众微信号: cnlndz
地址:广州市白云区西槎路671号聚龙工业区29栋7楼

扫一扫保存联系方式