
欢迎进入蓝能官方网站!
【电话热线】020-34154005
抖音扫码关注



微信扫码咨询
【手机微信】13922491768
020-34252975
产品中心
Products Center
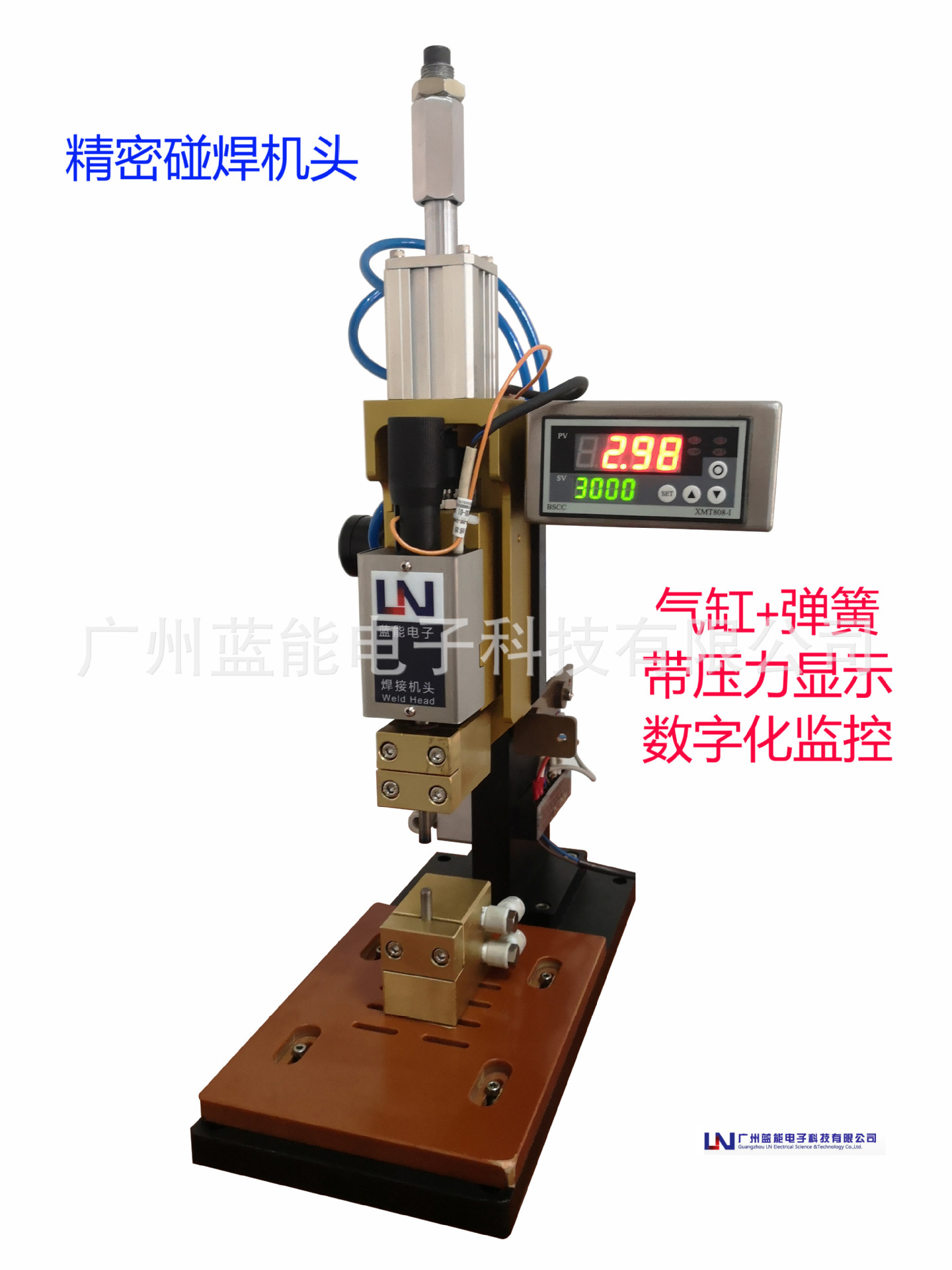
广州蓝能电子专注于精密电阻焊技术,生产销售精密点焊电源,控制器,变压器,以及精密的电阻焊机头,各式气动机头,脚踏式机头,手持式焊钳。焊接机头款式多,小巧,适合桌面式操作,适合精密金属件的焊接。带数字压力显示的点焊机头,能够帮助您更好的了解加压力,确保焊接压力的稳定性。电阻焊的三大要素:电流,时间,压力,都必须得到很好的控制才能实现高品质的焊接标准。压力的控制往往不够被重视,导致焊接的品质还不能达到超高的水平。我们愿投入到精密机头的研发生产,并在控制好成本的基础上,协助用户大大的将高标准压力控制的机头用起来,以更好的完善焊接效果,提升焊接品质。
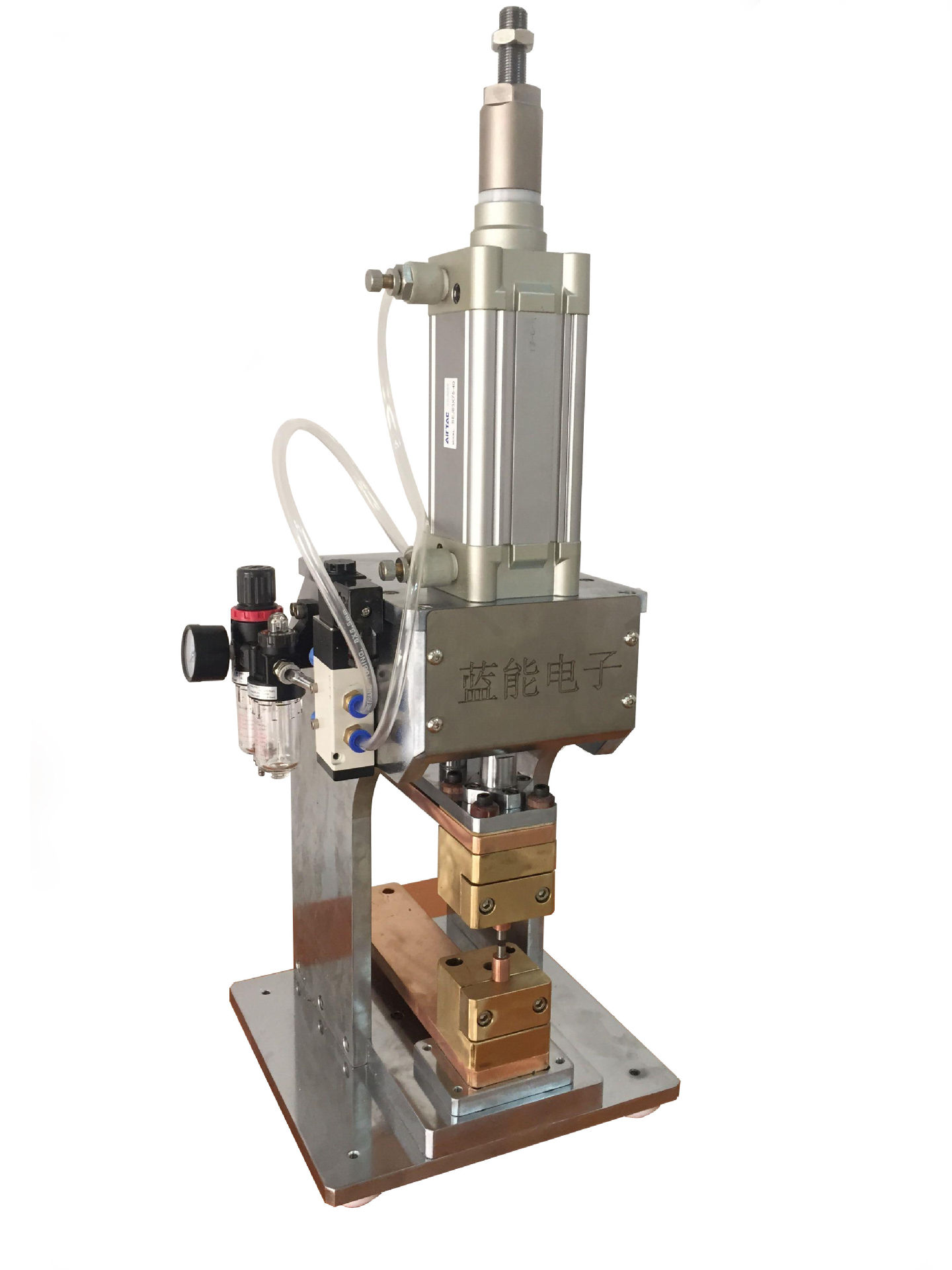
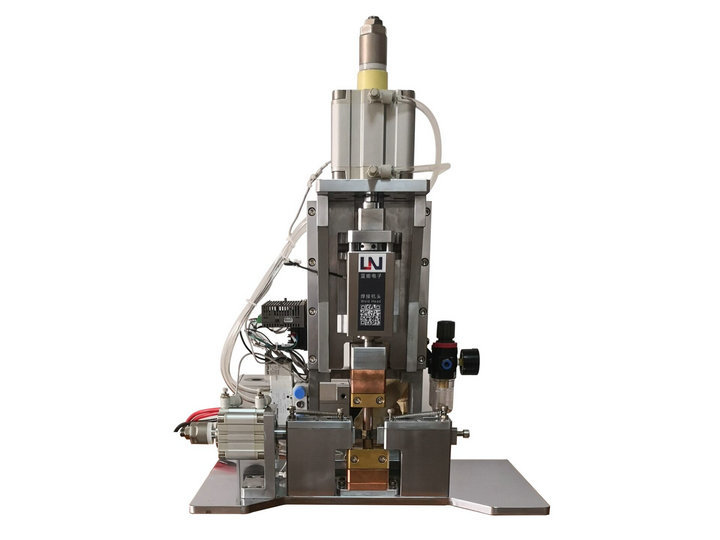
带压力数字显示的精密碰焊机机头,气动下压机构,压力稳定



点焊机机头规格
型号 Type | LNH-32 | LNH-63 | LNH-100 | LNHP-10 | LNHP-32 | LNHDP-10 | LNHP-01 |
驱动方式 Drive Method | 气动 Air Drive | 气动 Air Drive | 气动 Air Drive | 气动 Air Drive | 气动 Air Drive | 气动 Air Drive | 脚踏 Foot Pedal |
加压范围(N)Force | 240-400 | 900-1500 | 2000-3000 | 20-100 | 55-200 | Max:20 | 2-20 |
电极行径(mm)Electrode stroke | 20 | 40 | 40 | 20 | 25 | 10 | 20 |
臂伸量(mm)Throat depth | 150 | 95 | 120 | 140 | 170 | 70 | _ |
重量(Kg)Weight | 8 | 35 | 50 | 4 | 9.5 | 4 | 4 |
-
联系我们
-
售后服务
技术支持
焊接件结构建议,可行性分析,焊接工艺、 设备方案、焊接结果检测技术服务支持。
及时服务
24小时及时响应客户的问题反馈。
售后服务
设备交钥匙服务品质,现场陪产、设备维护 保养、设备应用工艺扩展全面技术服务。





微信扫码咨询
抖音扫码关注
视频号扫码关注
公众号扫码关注
广州蓝能智能装备股份有限公司
020-34154005 / 34252975
传真:020-34154005
QQ:459359414,2295546976
邮箱:dengxiwen@cn-ln.net; lijinyu@cn-ln.net
网址:www.cn-ln.net
公众微信号: cnlndz
地址:广州市白云区西槎路671号聚龙工业区29栋7楼

扫一扫保存联系方式