
欢迎进入蓝能官方网站!
【电话热线】020-34154005
抖音扫码关注



微信扫码咨询
【手机微信】13922491768
020-34252975
产品中心
Products Center
- 产品介绍
- 应用案例
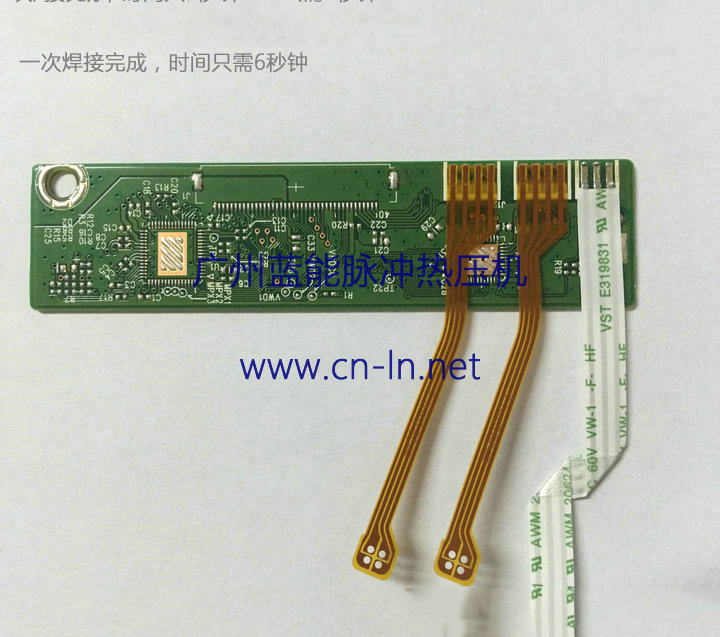
FPC、FFC焊接脉冲热压机_hotbar机
一次焊接完成,时间只需6秒钟

Hotbar加热装置的原理
1、脉冲电源加热方式是利用脉冲电流流过钼、钛等高电阻材料时产生的焦耳热去加热焊接的方式。一般要在加热咀的前端连接有热点偶、由此而产生的起电力实时反馈回控制电源来保正设定温度的正确性。
2、脉冲电流加热装置是瞬间加热方式,只在需要熔化焊锡时进行通电加热。
3、金属制的焊咀有电流通过时发热后熔化焊锡。焊锡熔化后停止通电、进行冷却。加压状态直到焊锡凝固为止,可以得到高信赖性的没有虚焊、浮起的焊接。
LNR脉冲热压机、HOTBAR机的基本构成和作用:

◆ 脉冲加热电源:电流流过热压焊咀。
◆ 脉冲加热机头:对焊接物加压,利用弹簧调节压力。
◆ 热压焊咀(电极):产生焦耳热的部分,分为片状焊咀和大型热压焊咀。
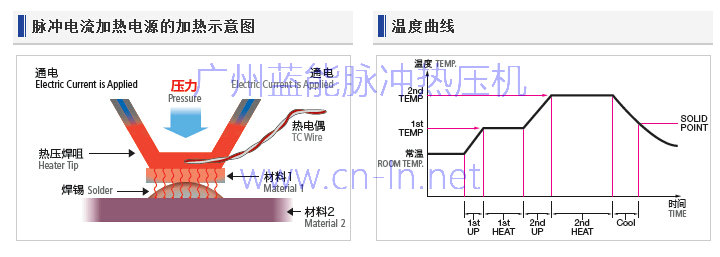
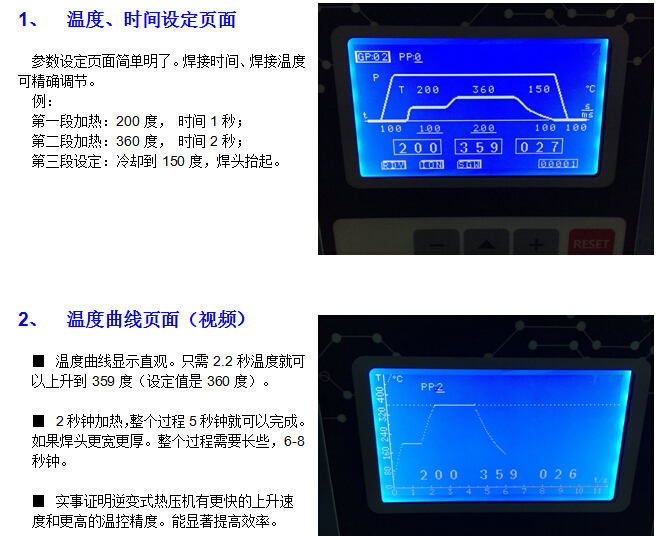
Hotbar加热装置操作页面和温度曲线
Hotbar加热装置专用热压焊咀(电极)

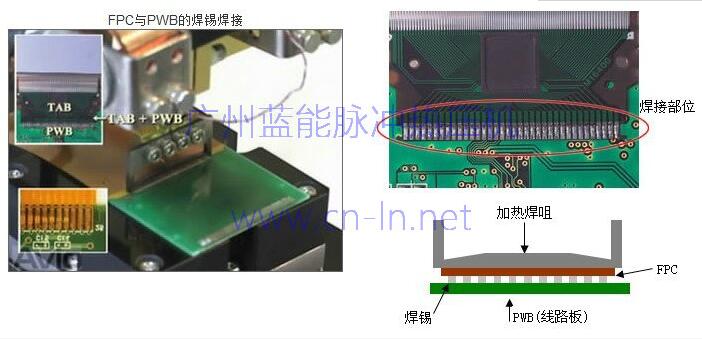
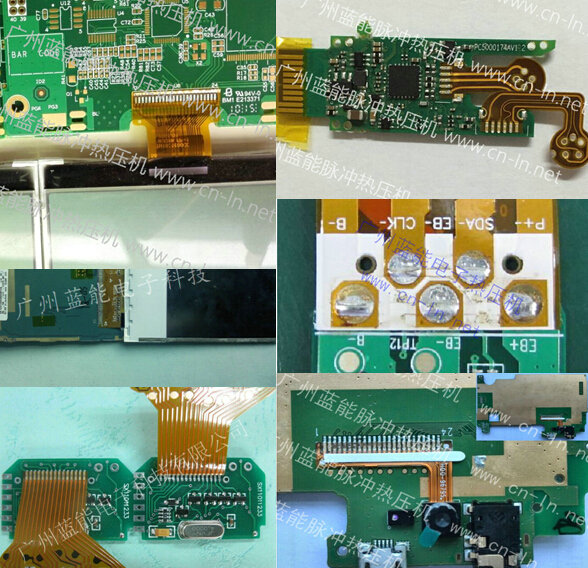
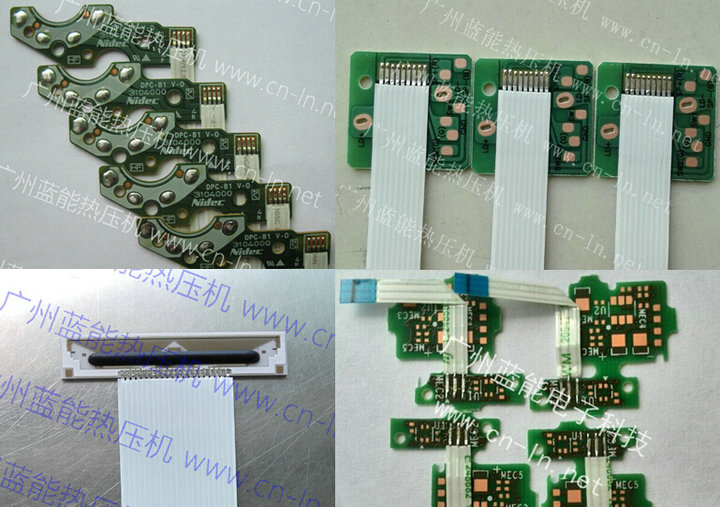
Hotbar加热装置焊接实例(点击可观看焊接视频):
Hotbar加热装置技术参数
型号 | LNR-01 | LNR-02 |
输入电压(V) | 220V | 220V |
负载持续率(%) | 20 | 20 |
额定功率(kVA) | 3 | 6 |
温度设定范围(℃) | 50-600 | 50-600 |
逆变频率(kHz) | 4 | 4 |
加热阶段 | 2 | 2 |
温度缓升缓降控制 | 有 | 有 |
存储焊接规范数 | 20组 | 20组 |
压头精度 | ±0.01mm | ±0.01mm |
温控精度 | ±3% | ±3% |
产品最小间距 | Pitch≥0.01mm | Pitch≥0.01mm |
产品最大尺寸 | 80mm | 80mm |
热电偶 | E型或K型可选 | E型或K型可选 |
压力范围 | 1-100 | 1-100 |
焊头行程 | 0.1-20 | 0.1-20 |
外形尺寸(mm)(L*B*H) | 435*185*320 | 435*185*320 |
重量(kg) | 15 | 15 |
Hotbar加热电源,hotbar焊接电源主要配件:
序号 | 主要配件 | 品牌 | 产地 |
1 | IGBT | 日本富士 | 马来西亚、中国 |
2 | 二极管 | 德国ABB/欧派克 | 德国 |
3 | 整流桥 | 德国IXYS整流桥 | |
4 | 电容器 | 日立 | |
5 | 气动元件 | SMC 亚德客 | 日本 、中国 |
6 | 继电器 | 欧姆龙 |
Hotbar加热装置的特点
1、采用先进的段控控温系统,可灵活设置各段加温状态。对温度、时间等参数能高精度地加以控制。
2、升温迅速稳定、局部瞬时加热方式能良好地抑制对周围元件的热影响。
3、加压时通电加热和断电冷却同时进行、防止了结合部浮起、虚焊。最适合于柔性材、线材的热压焊、焊锡焊接及树脂粘结。
4、显示各阶段的温度。
5、热电偶的闭环在线反馈控制提高温度的精确度,温控精度在3%左右。
6、焊接压力、焊接时间、焊接温度可精确调节。
7、可存贮20组焊接参数更换产品时非常方便。
8、多个焊点一次完成,效率高、一致性好、焊接强度高、焊点美观、操作简单。
9、10万次的焊头寿命,为贵客户创造价值.
特别适用于FPC TO PCB / HSC(斑马纸) TO FPC(柔性线路板)/ HSC TO LCD /TAB TO PCB 斑马条TAB等产品的焊接.
广州蓝能电子科技的优势:
1、我司具有国内企业所不具备的焊接工艺技术;
我公司研发总工程师曹博士是压力焊(电阻焊)专业第一个博士,现任华南理工大学博士生导师、教授,压力焊学术委员会副主任。曹博士拥有30多年的压力焊研究,对材料和焊接工艺有着非常深度的理解,完全有可能助你找到最佳的焊接解决方案;
选择和我们合作,你不仅仅是购买了我们的焊接设备,你更加有了一个焊接工艺专家团队为你提供一流的焊接技术指导。焊接是设备+工艺+服务!
2、企业规模大,是国内最大的高频逆变式脉冲热压机制造厂家。拥有自己的生产工厂和研发室。
3、售后服务好,公司有接近20个研发及工艺工程师,对售后服务能作出及时处理。我们的宗旨是不仅仅提供一流的设备,更需要提供一流的工艺技术支持和快速响应的售后服务。
4、我司2012年7月被评为高新技术企业。公司技术研发能力强。
逆变式Hotbar加热装置和普通脉冲热压焊机的区别
脉冲热压焊机的最核心的因数:焊头温控精度(设定焊头温度的精确性)
温控精度影响主要因数:加热电流控制精度+热电偶反馈温度速度
加热电流控制精度+热电偶反馈温度速度 | ||
逆变式脉冲热压焊机 | 普通脉冲热压焊机 | |
加热电流控制精度 | 电流直流输出,采用了较高的逆变频率(4kHz),一个周波0.25毫秒,比通常交流焊机的20ms提高80倍,控制精度明显提高。 有电网电压补偿功能,电压波动影响小。 | 工频交流,频率50HZ,一个周波20毫秒。受电网电压不稳定影响,电压收到波动影响较大,不能很好控制电流。 |
热电偶反馈温度速度 (采样速度) | 1毫秒内 | 一般都是几十毫秒以上 |
温度上升速度 | 温度上升速度快,并能保证温控精度,避免对周围器件的损害。 | 温度上升速度较慢,焊接时间需更长,容易损害周围元器件。 |
虚焊 | 虚焊率相当低 | 虚焊率较高 |
焊头寿命 | 焊头寿命损耗小,焊头寿命较长 | 焊头寿命损耗大,焊头寿命较短 |
温控精度 | 正负3% | 偏差较大 |
更多信息请点击以下链接:
1、 脉冲热压焊机(Hot bar机)工艺制程
2、 脉冲热压机(Hot bar机)工艺常见问题
3、 脉冲热压机热压头的热压区域、平行度、压力调试
4、 脉冲热压机应用实例
5、 HotBar焊接(脉冲热压机)短路问题应该怎样解决
6、 脉冲热压机hotbar焊接不上的原因分析
7、 HOTBAR焊接不良、空焊、连锡的问题分析和解决方法
-
联系我们
-
售后服务
技术支持
焊接件结构建议,可行性分析,焊接工艺、 设备方案、焊接结果检测技术服务支持。
及时服务
24小时及时响应客户的问题反馈。
售后服务
设备交钥匙服务品质,现场陪产、设备维护 保养、设备应用工艺扩展全面技术服务。





微信扫码咨询
抖音扫码关注
视频号扫码关注
公众号扫码关注
广州蓝能智能装备股份有限公司
020-34154005 / 34252975
传真:020-34154005
QQ:459359414,2295546976
邮箱:dengxiwen@cn-ln.net; lijinyu@cn-ln.net
网址:www.cn-ln.net
公众微信号: cnlndz
地址:广州市白云区西槎路671号聚龙工业区29栋7楼

扫一扫保存联系方式