
欢迎进入蓝能官方网站!
【电话热线】020-34154005
抖音扫码关注



微信扫码咨询
【手机微信】13922491768
020-34252975
产品中心
Products Center

- 产品介绍
- 应用案例
黄铜端子导线焊接点焊机
黄铜端子导线的焊接,现有焊接方式主要还是以人工烙铁焊锡为主,另外也有通过铆接。
烙铁焊锡焊接存在焊接效率慢,耗锡量大,人工成本高等弊端。后期使用中也会存在电阻率大,容易发热造成脱落的现象。
铆接由于不是熔融接触,电阻率也较大,也影响产品质量。
黄铜端子导线焊接点焊机可以解决以上弊端,已经成为欧美客户的特别工艺要求。
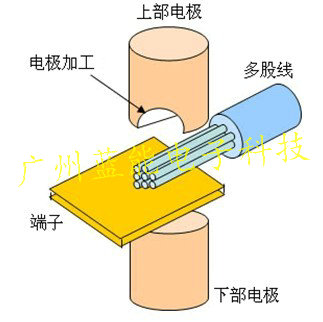
黄铜端子导线焊接点焊机是将黄铜端子和导线压紧于两电极之间(接触电子线电极作槽形状),并施以电流,利用电流流经工件接触面及邻近区域产生的电阻热效应将其加热到熔化或塑性状态,使之形成金属结合的一种方法。
黄铜端子导线焊接点焊机采用“中频逆变直流点焊机”焊接,具有以下特点:
1、焊接牢固,承受拉力大,并且承受拉力一致性高;
2、压痕小,变形量小,并且压痕变形量比较一致。焊接美观。
3、焊接稳定,无虚焊!
4、不用焊锡,焊接效率快,成本低。
黄铜端子导线焊接点焊机特点:
1、电流直流输出,焊接电流为脉动直流(且波纹度小);逆变频率4KHZ,通电时间控制周期为0.25ms,放电时间可任意控制;
2、可实时监控电流、电压、功率;
3、具有电流失常、监控值超限、网压超限、过热等故障诊断与报警功能;可极大减少产品焊接不良率。
4、三段加热设定,带电流缓升缓降功能,可有效解决“飞溅”,更加保证了焊接的稳定性。
5、电极寿命能有效延长。节能50%以上。
型号 | JYD-04AL JYD-04LB | JYD-06AL/AT | JYD-10AL/AT |
输入电压 | 380V | 380V | 380V |
额定功率KVA | 12 | 16 | 25 |
最大输出电流(DCA) | 4000 | 6000 | 10000 |
负载持续率% | 10 | 10 | 10 |
逆变频率KHZ | 4/8 | 1 | 1 |
焊接循环段 | 11 | 11 | 11 |
焊接脉冲数 | 3 | 3 | 3 |
缓升缓降 | 有 | 有 | 有 |
焊接规范数 | 20组 | 20组 | 20组 |
控制方式 | 定电流、电压、脉宽 | 定电流、电压、脉宽 | 定电流、电压、脉宽 |
电流、电压、功率监控 | 有 | 有 | 有 |
时间设定 | 000-999ms | 0-999ms | 0-999ms |
焊接时间(放电时间)精度 | ±0.125ms ±0.25ms | ±1ms | ±1ms |
外形尺寸 | 460*400*300 | 460*222*345 | 460*222*345 |

-
联系我们
-
售后服务
技术支持
焊接件结构建议,可行性分析,焊接工艺、 设备方案、焊接结果检测技术服务支持。
及时服务
24小时及时响应客户的问题反馈。
售后服务
设备交钥匙服务品质,现场陪产、设备维护 保养、设备应用工艺扩展全面技术服务。





微信扫码咨询
抖音扫码关注
视频号扫码关注
公众号扫码关注
广州蓝能智能装备股份有限公司
020-34154005 / 34252975
传真:020-34154005
QQ:459359414,2295546976
邮箱:dengxiwen@cn-ln.net; lijinyu@cn-ln.net
网址:www.cn-ln.net
公众微信号: cnlndz
地址:广州市白云区西槎路671号聚龙工业区29栋7楼

扫一扫保存联系方式