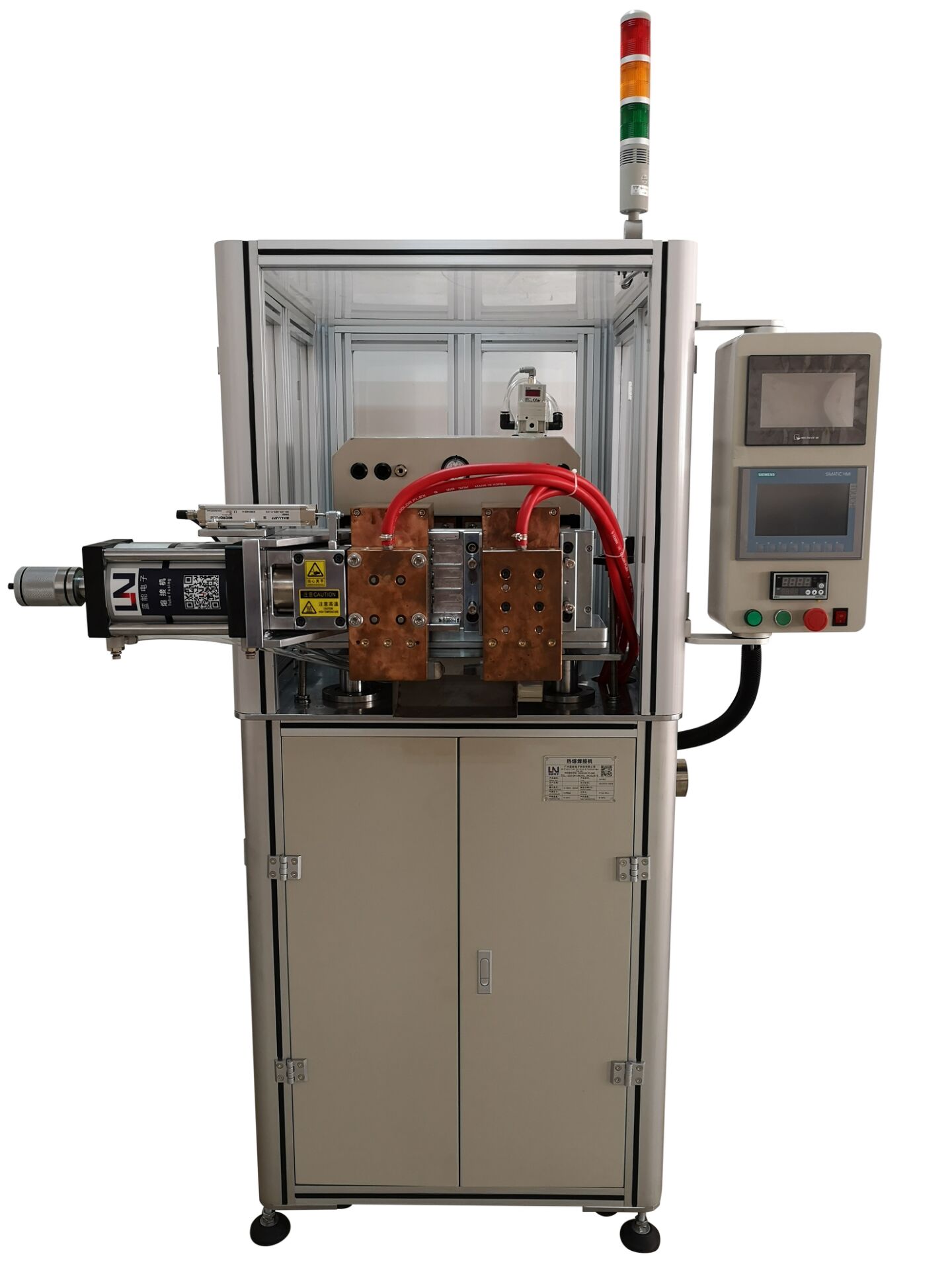
LN-RRJ-C100左右夹焊式电机定子引出线焊接机 www.cn-ln.net

为了能更方便的适应定子自动产线上操作,很多时候定子是立式放置,我们的焊接采用了夹焊式的结构,现在中车电机用的效果很好。


功能概述:
1、带西门子1200系列PLC;
2、含巴鲁夫位移传感器,有铜端子厚度监控检测功能,有铜端子厚度到达断电功能;
3、含压力传感器,可以显示实际压力值,并保存压力值;
4、含SMC电器比例阀,含压力设置功能,可通过人机界面数字化任意设置压力曲线并保存;
5、具有焊接电流监控、焊接时间监控、铜端子厚度监控、压力监控;
6、具有电流、时间、铜端子厚度、压力上下限报警功能;
7、可以保存每次焊接完成后实际参数(焊接电流、焊接时间、铜端子厚度、压力),数据可统一保存,可以保存在触摸屏U盘,可以保存在PLC,可以在触摸屏显示查看;
8、含扫码枪,扫码定子二维码读取定子编号,保存的数据可和定子编号一一对应,备追溯;
9、留有两个网口,数据可以保存并预留端口可上传到MES系统。网口为RJ45网口,profinet通信协议。一个网口用于与产线设备交互,另一个用于与MES通信;
10、 可以设定电极使用次数打磨提示和电极使用次数报废提示;
11、 冷却水箱具备水流量报警和水温报警;
12、 有检测到无产品时不放电功能,安全可靠;
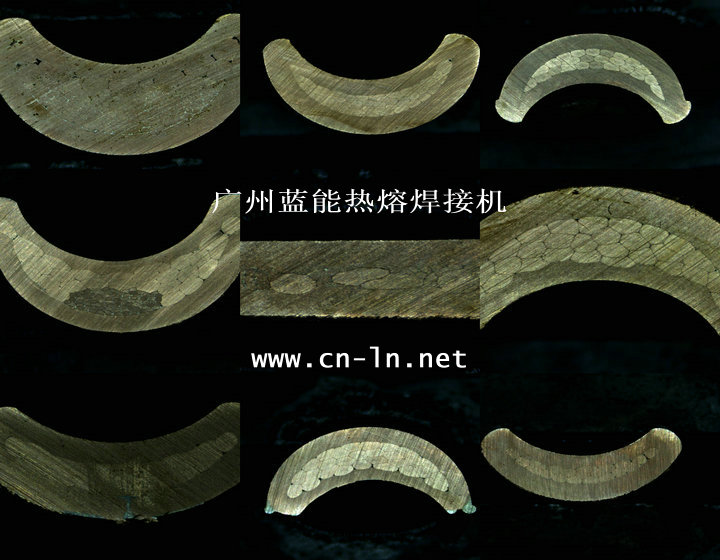
焊接效果:
1、三相线电阻偏差小于1%
2、焊接后铜端子厚度偏差在0.1mm
3、漆皮气化干净,铜线清晰可见,无压断线情况
5、漆包线拉力实验:无漆包线拉脱情况,必须拉断,单根拉力值相对较大,总拉力趋于一致
6、铜管(端子)无焊裂,漆包线无起火现象,端子无炸裂
7、纵向剖切端子,漆包线无松散
8、横向剖切端子,漆包线之间几乎无缝隙,漆包线和铜端子之间几乎无缝隙
9、漆包线全数导通实验:利用tester验证端子与每根漆包线间均为导通,电阻值比较一致
10、漆皮焦化面积相对小
连续焊接能力:
LN-RRJ125 5-95平方引出线或星点线焊接,铜管铜端子最大外径18mm,漆包线单根线径最大2.0mm
适用电机定子范围:
1、电机定子引出线伸出电机壳体的长度要求≥40mm (小于20MM需特别说明,有方案)
2、电机定子星点线伸出电机壳体的长度要求≥40mm (小于20MM需特别说明,有方案)
3、定子外径小于500mm
适用漆包线:耐温等级200级及以下
LN热熔焊接机工作原理和步骤
LN电机定子铜鼻子热压焊熔接是把电极产生的电阻热传到端子上,利用这个热量以及加压力进行压接。是利用电阻热能保证首先剥离导线的镀层,然后依靠端子的夹力来确保结合强度的热压工艺手段。这里需要强调的是,热压焊并不是焊接,而是热压接这一概念。
作为焊接支持,LN-RRJ125焊接机需要用到铜端子或铜管。
热熔接过程包括两项同时发生的操作:1、经过电极之间的电流加热铜端子或铜管并导致漆包线线漆皮汽化,2、电极作用于铜端子或铜管上的压力将其压紧成为一体,具有极高的电气性能和机械性能。
1、最初的热量将电磁线(漆包线)的漆皮气化;
2、进一步的加热,漆皮气化后,为铜线和铜线连接在一起提供条件;
3、最后,进一步的加热和施加压力,洁净后的铜线互相热量传递扩散。不仅仅是铜线连接在一起,铜线还和端子也连接在一起。
4、在通电断开后,压力需要继续保持,避免铜线连接松开。
5、通过此种熔接方法形成的连接,拉力强大和耐用,并且几乎“零电阻”的连接。
LN热熔焊接机优势
1、不用事先去漆皮,不用焊锡;
2、接线铜端子熔接工艺,熔接部分具有更低的电阻;
2、焊接强度是远远高于其他“焊锡工艺”等;
3、通过此种熔接方式,不可能将电磁线从“接线端子”里拔出来;
4、通过此种焊接方式,成本低,没有其他的耗材成本;
5、可以精密控制电流的输出;
6、操作人员只需要进行非常简单的培训,操作人员只需要开机启动选择参数就可以;
7、生产效率快,一次只需几秒至二十秒就可以完成;
8、 可配有直径不同的电极,而且它们的更换方式很简单、迅捷。