




广州蓝能智能装备股份有限公司
放假时间:1月25日-2月4日(年26-年初7)放假,共计11天
开工时间:2月5日(年初八)
-
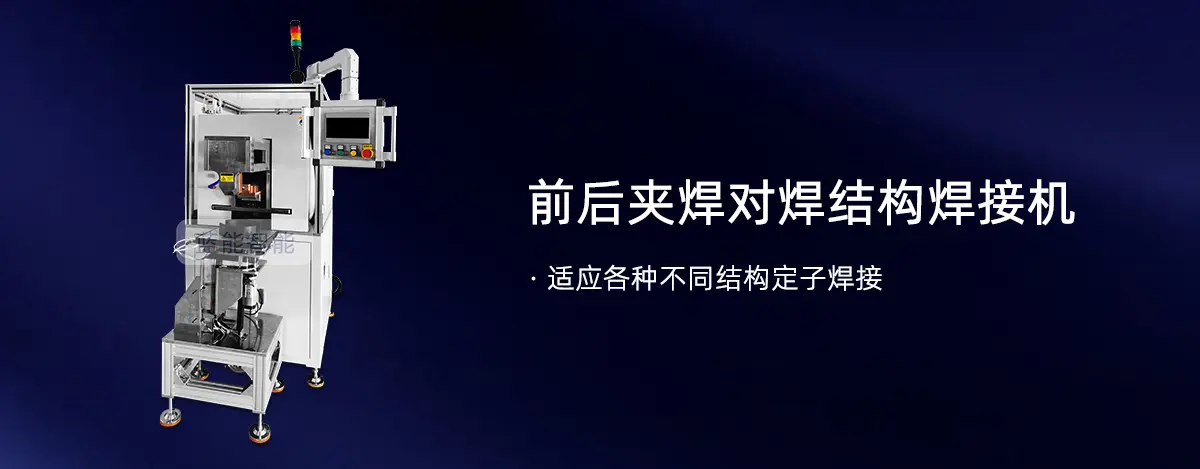
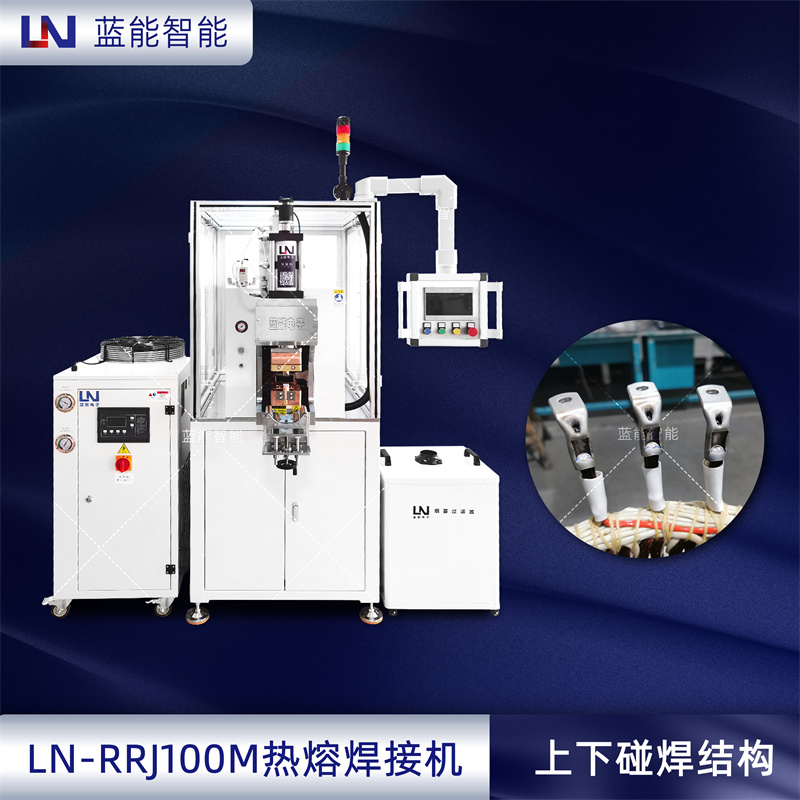
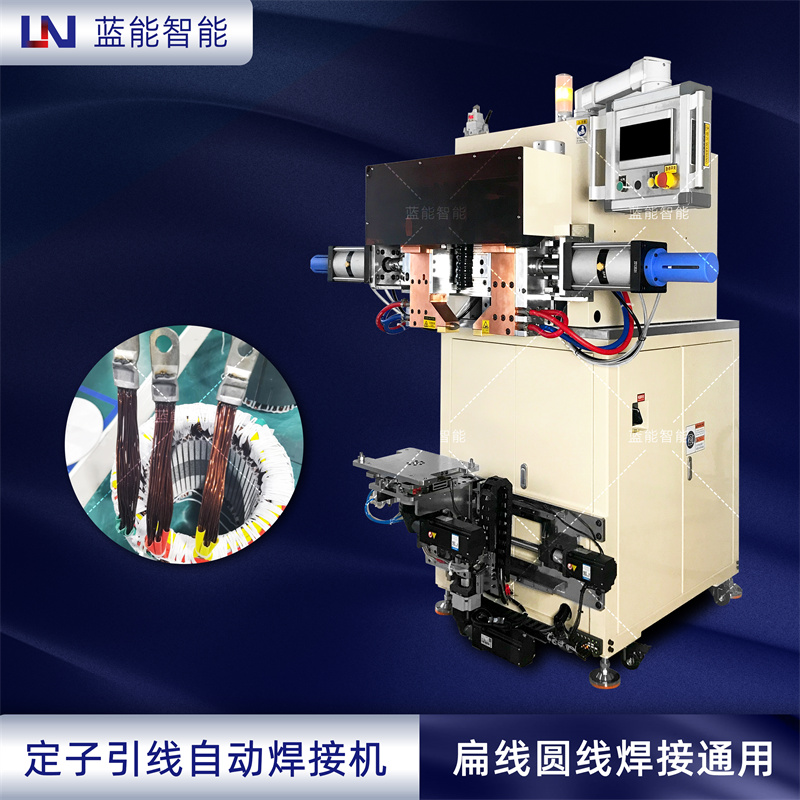
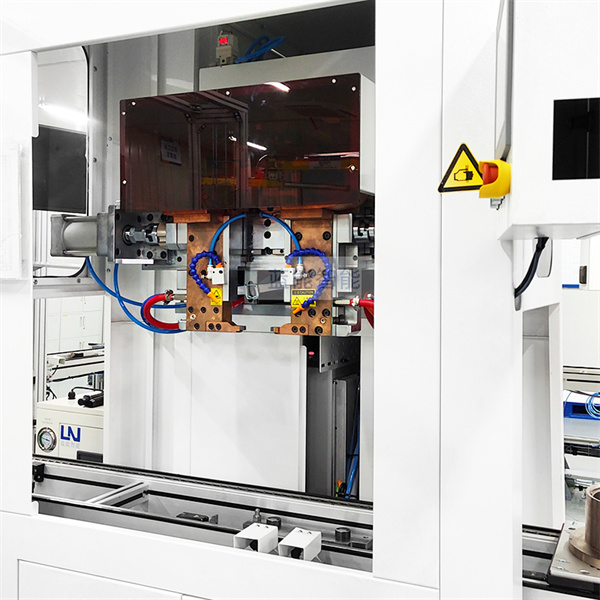
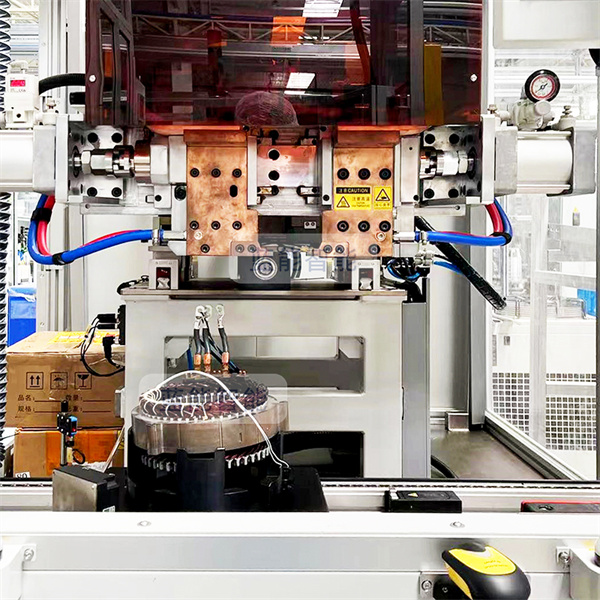
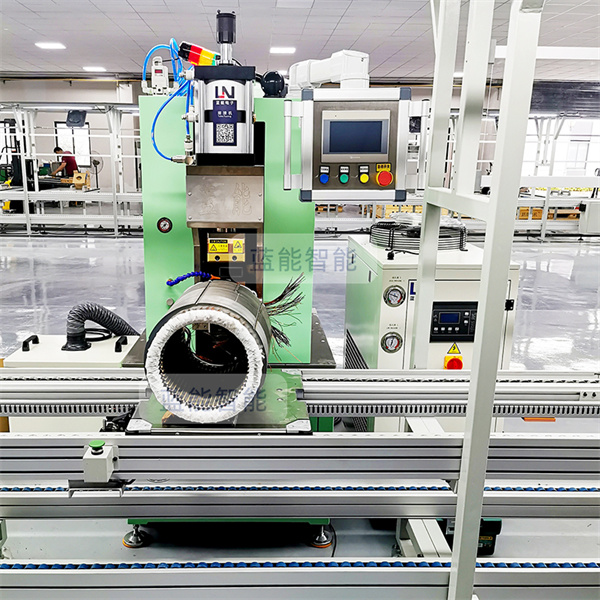
圆线电机引线焊接
-
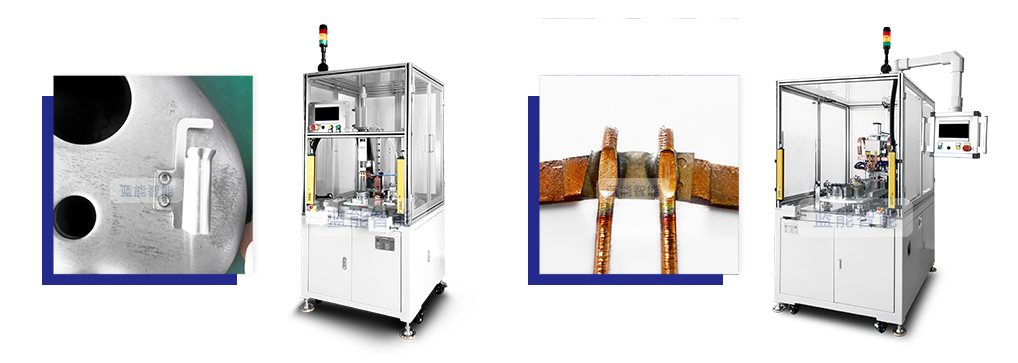
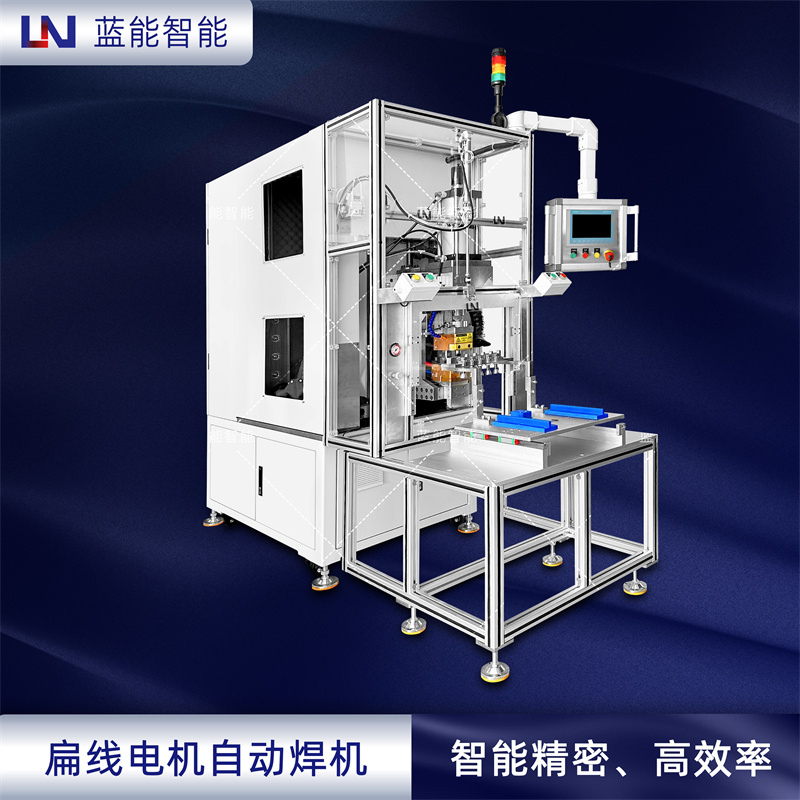
扁线电机引线焊接
-
利兹线/丝包线焊接
-
成型压方焊接
-
精密左右焊接
-
自动/其他焊接




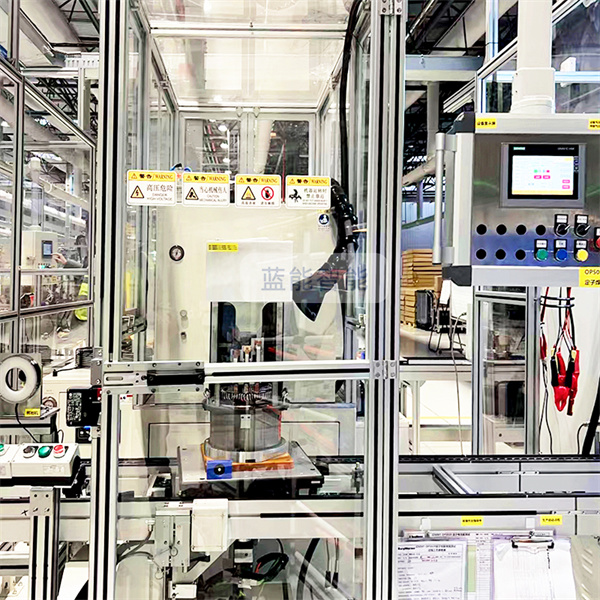
广泛应用于汽车线束、扁线电机相线、双绞线安全气囊线、电缆绞线扁平 导体、汽车、航空、低压电器、继电器行业电子线束/编织线/电源线等按 规格要求并线、压方、成型。






- 1
- 2
- 3
- 4
- 5
- 6
- 7









-
19
-
18
-
7
-
17
-
9
-
4
-
2
-
16
-
7
-
10
-
12
-
17
-
6
-
5
-
1
-
13
-
11
-
3


















-
技术交流
-
企业资讯
-
行业资讯
-
- 技术交流 ·有什么好方法焊接电机引线?怎么能更快的焊接电机引出线?
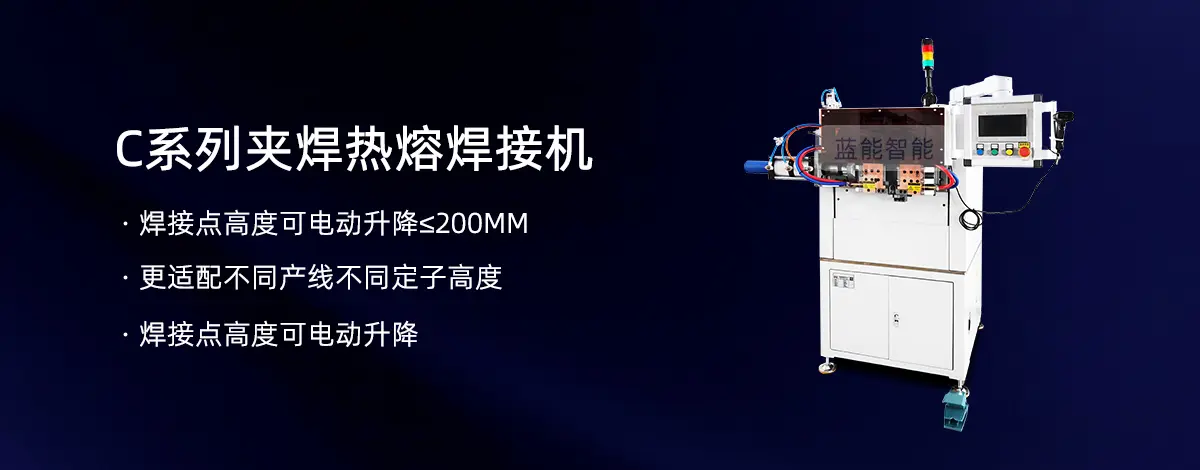
采用热熔焊接机直接焊接电机引线/星点线/端子线(Terminal Fusing/ Tube Fusing / Hot-Crimping),可以不用脱漆就直接实现电机引出线电磁线的焊接,省去繁琐的脱漆环节,也不用灌锡,节省成本又省时,还环保。

-
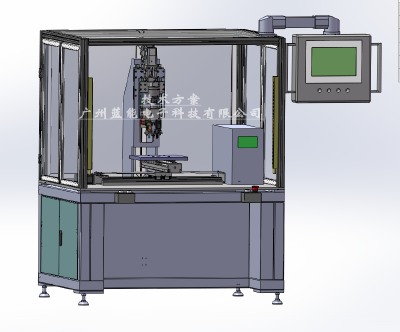
- 技术交流 ·汽车用滤波器U 型端子自动焊接设备LND-JH200
通过更换工装板,实现不同规格焊接工件工装的安装,实现不同规格的定位;功能:能实现焊接的电极位置的保护,位移设定检测,焊接压力调整,焊接对位时的浮动调整等功能。设备内部冷却水管采用进口水管。

-
- 技术交流 ·压缩机电机定子引出线怎么焊?用什么焊接机?直接焊漆包线
直接焊漆包线LN-RRJ-J75热熔自动压接焊接机自动卷料形成G型端子,人工上料后,设备对组合焊件压焊并加热,使其产生塑性变形、融化(漆包线漆皮完全碳化),并通过再结晶和扩散等作用形成端子,使组合焊件熔接。

-
- 技术交流 ·电机引线/电机星点线/电机端子线焊接方法,怎么焊?用什么方法?什么原理?
电机引线/电机星点线/电机端子线焊接方法,怎幺焊?原理说明,过程步骤,工艺优势,不用刮漆皮,一次只需几秒至二十秒就可以完成,漆皮气化后,为铜线和铜线连接在一起提供条件;缝隙分析:横向剖切端子,可见漆包线之间几乎无缝隙,漆包线和铜端子之间几乎无缝隙。

-
- 技术交流 ·塑胶柱/树脂热铆接蘑菇头成型焊机方案说明——广州蓝能
本设备由工作台、工件十字滑台、垂直热铆机构、脉冲加热电源、电控系统等组成;详细请查看方案图。 具备以下功能结构:热铆前下压定位机构、伺服电机弹簧调整压力机构、伺服电机驱动下降位移机构、脉冲加热机构。
-
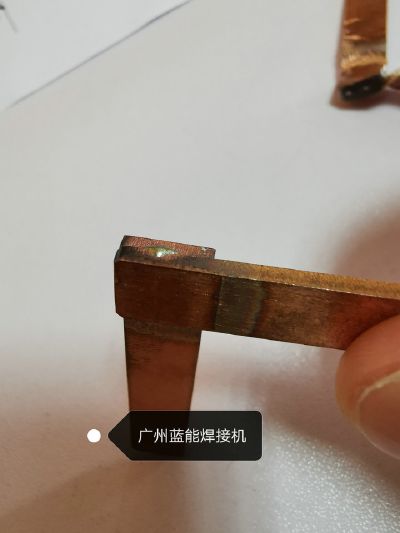
- 技术交流 ·扁线电机引出线和铜端子焊接不同焊接工艺对比-广州蓝能电子科技
扁线电机引出线和铜端子焊接不同焊接工艺对比-广州蓝能电子科技新能源扁线电机引出线和铜端子的焊接,是生产中最核心的工序之一。 有哪些焊接方式?
-
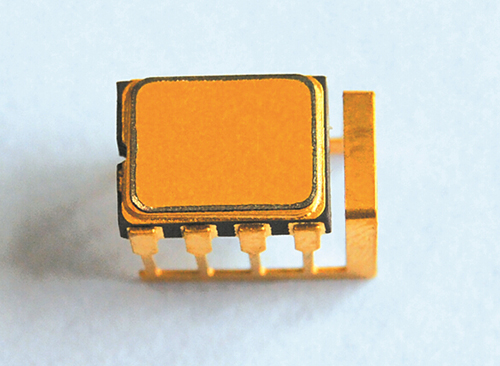
- 技术交流 ·线性直流焊接电源为红外测温传感器TO封装焊接做贡献——广州蓝能
疫情之下,口罩机成了设备行业的香饽饽,超声波焊接设备需求大涨,而实际上电阻焊技术对疫情控制也有大贡献。线性直流焊接电源、晶体管式焊接电源、储能式焊接电源无疑都像超声波发生器一样销售紧俏,供不应求。

-
- 技术交流 ·电机碳刷引线焊接方法
碳刷焊接采用我司中频点焊机可以实现直接焊接,编织线焊接和铜线焊接,编织线和铜端子焊接。变压器有两档选择,7.1V和8.5V可选,针对不同的焊接,不同的回路,可以选择不同的电压。

-
- 技术交流 ·扁线电机引出线铜片焊接
这里有几个难点:1、连续焊接中,保证焊接后的厚度每一个都是几乎一致的(不同温度不同使用次数的情况下造成钨电极电阻值不同所带来的极大波动的热量影响,热积累带来的很大热量影响);
-
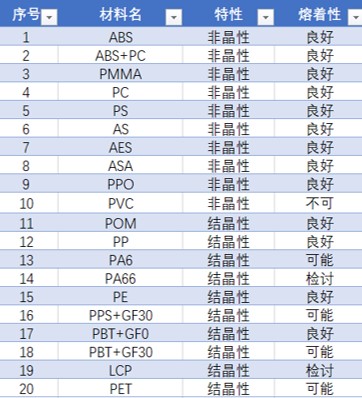
- 技术交流 ·塑料热熔铆接机热铆时应注意不同材质塑料的熔着性能
采用塑胶塑料热熔铆接机热铆时务必注意不同材质塑料的熔着性能,不同材质的塑胶的熔着性能是不同的,以下供大家参考:脉冲式树脂热熔机原理:利用脉冲电流流过钼、钛等高电阻材料时产生的焦耳热去加热焊接的方式。











-
联系我们
-
售后服务
技术支持
焊接件结构建议,可行性分析,焊接工艺、 设备方案、焊接结果检测技术服务支持。
及时服务
24小时及时响应客户的问题反馈。
售后服务
设备交钥匙服务品质,现场陪产、设备维护 保养、设备应用工艺扩展全面技术服务。
广州蓝能智能装备股份有限公司
020-34154005 / 34252975
传真:020-34154005
QQ:459359414,2295546976
邮箱:dengxiwen@cn-ln.net; lijinyu@cn-ln.net
网址:www.cn-ln.net
公众微信号: cnlndz
地址:广州市白云区西槎路671号聚龙工业区29栋7楼

扫一扫保存联系方式