



-
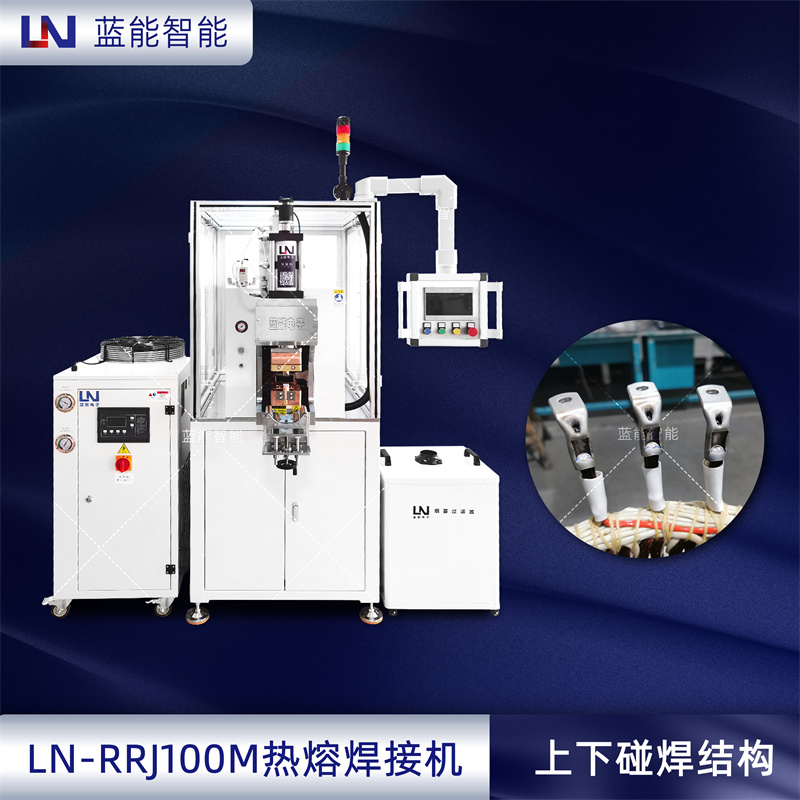
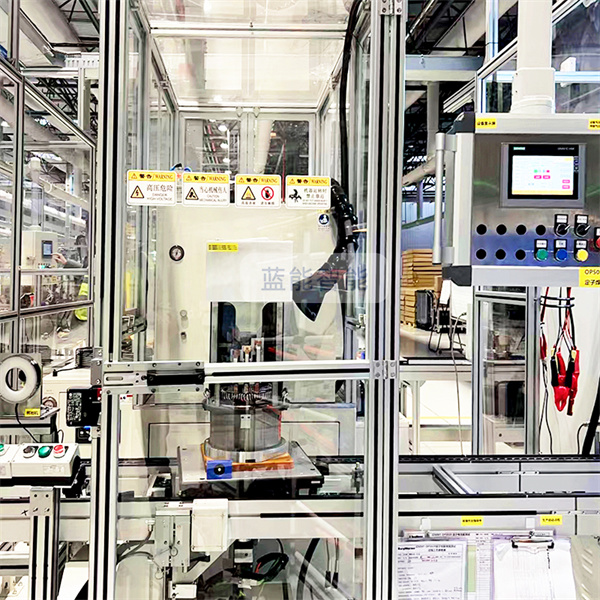
圆线电机引线焊接
-
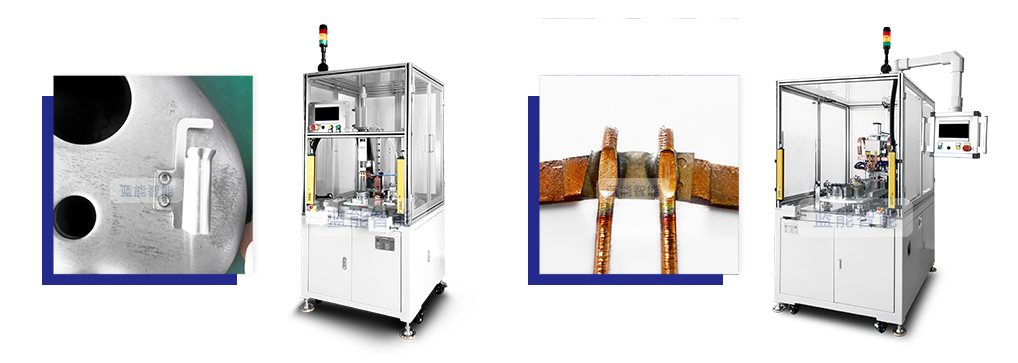
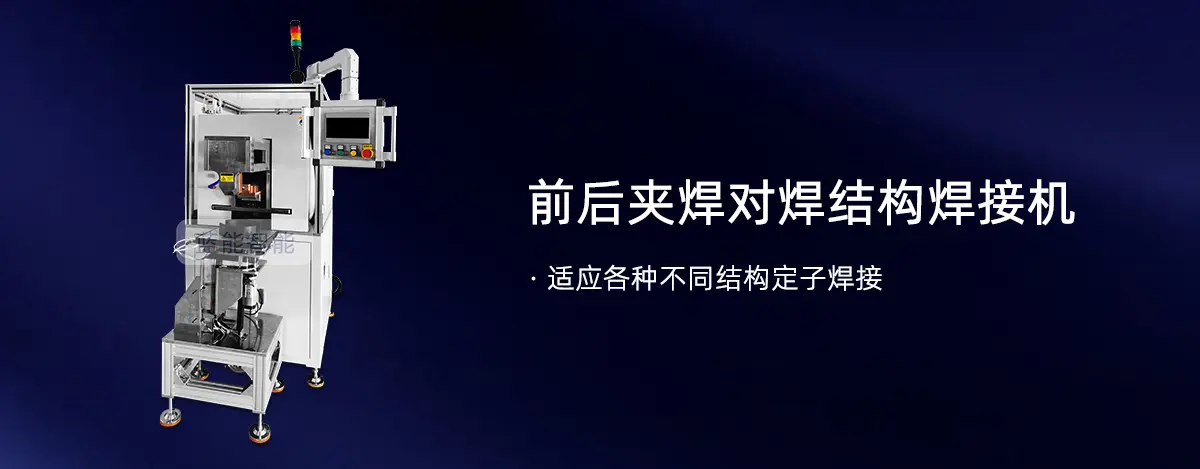
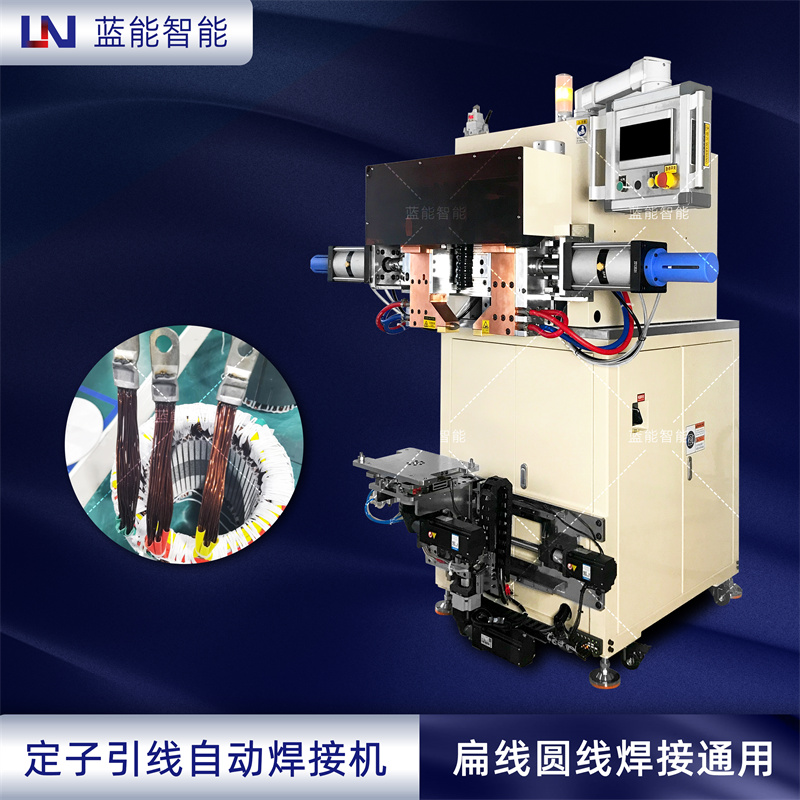
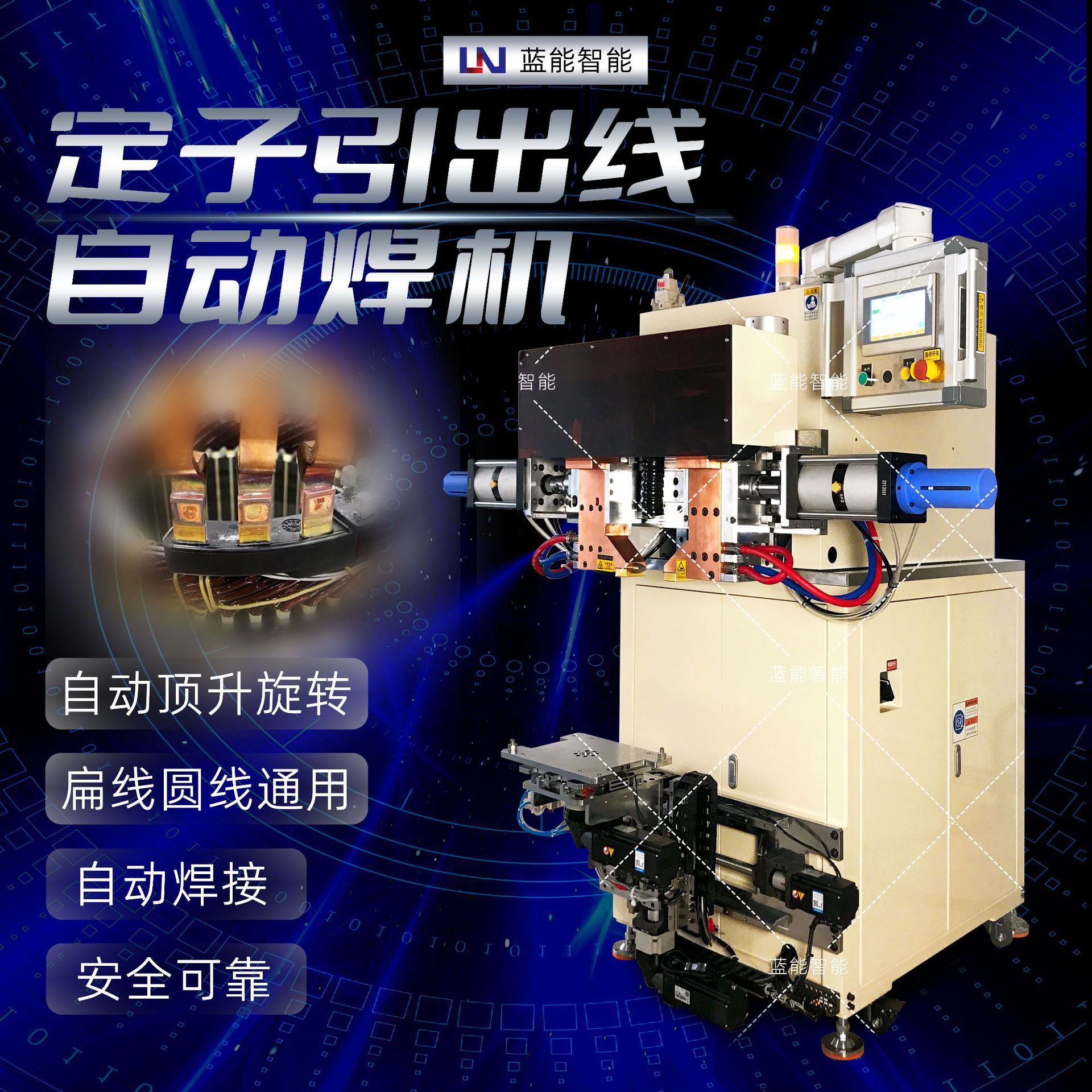
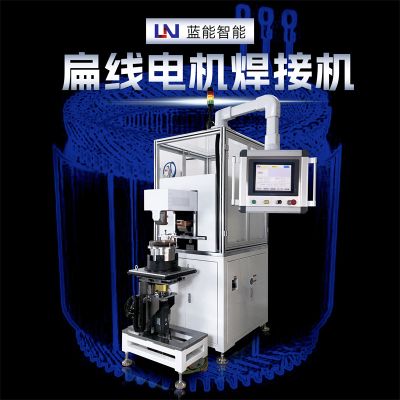
扁线电机引线焊接
-
利兹线/丝包线焊接
-
成型压方焊接
-
精密左右焊接
-
自动/其他焊接










- 1
- 2
- 3
- 4
- 5
- 6
- 7









-
19
-
18
-
7
-
17
-
9
-
4
-
2
-
16
-
7
-
10
-
12
-
17
-
6
-
5
-
1
-
13
-
11
-
3


















-
技术交流
-
企业资讯
-
行业资讯
-
- 技术交流 ·扁线电机三相引出线焊接如何选择焊料?
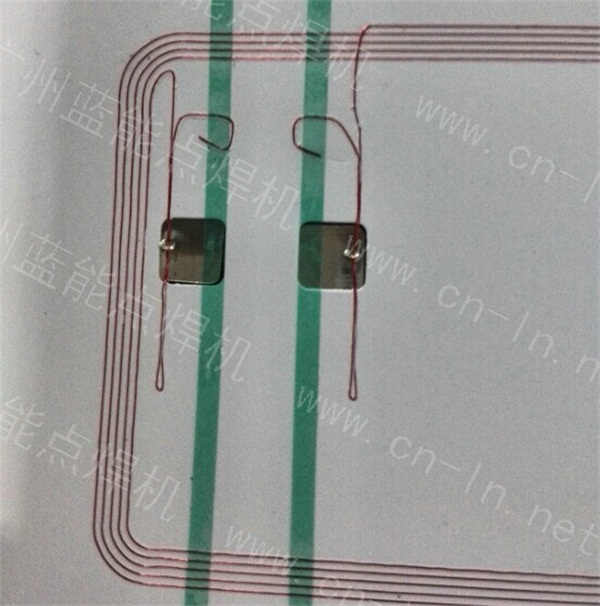
一、扁线电机三相引出线焊接如何选择焊料?焊片过大,易造成焊料溢出过多,和电极接触,造成电极容易损坏。两条扁铜线之间需要有4mm的缝隙,过小容易造成焊料粘电极。越复杂折弯越多,越不好定位。
-
- 技术交流 ·漆包线焊接怎么去漆皮?
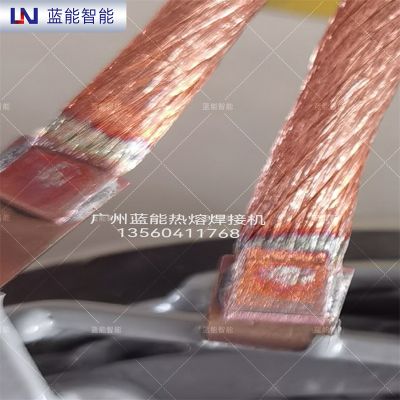
热熔焊接工艺是大电流通过电极及铜端子,产生足够的电阻热传导到铜端子上,利用这个热量以及加压力进行压接。铜端子厚度偏差:焊接后在0.1mm内;一次焊接过程中可以分段设置压力,保证最佳热压效果。

-
- 技术交流 ·扁线电机三相引出线三种控制模式
扁线电机三相引出线三种控制模式:1、厚度到达断电控制,放电时间保护:这种方式主要用在变形量比较大的焊接,比如编织线和铜片的焊接。设置参数的原理是:基本上每次都是时间先到达,厚度后到达。
-
- 技术交流 ·采用什么工艺可提高焊接效率?
采用什幺工艺可提高焊接效率?可采用热熔焊接工艺,热熔焊接工艺可减少生产工序环节,加强焊接品质的可控性,减少焊锡成本和人员成本,提升产线生产效率。2.3 热熔焊接的过程相对焊锡速度更快,效率更高。

-
- 技术交流 ·什么是X-PIN扁线电机热熔焊接工艺?
X-pin是在I-pin或Hairpin工艺基础上发展起来的。
与I-pin相比:两端焊接端部变短,铜损降低,但是焊点数量没有变化,仍然需要双面焊接,对焊接工艺要求较高,存在焊接质量风险。
与Hairpin工艺相比:插线端部尺寸没有变化,焊接端部尺寸能够降低5-10mm,进一步降低电机铜损损耗、提升电机效率。

-
- 技术交流 ·电机引出线热熔焊接机焊接效果怎么样?
1、 铜管(端子)无焊裂,无炸裂,漆包线气化无起火;漆皮焦化面积相对较小。
2、 铜端子厚度偏差:焊接后在0.1mm内;
3、 缝隙分析:横向剖切端子,可见漆包线之间几乎无缝隙,漆包线和铜端子之间几乎无缝隙;纵向剖切端子,漆包线无松散;
4、 漆皮气化:干净,铜线清晰可见,无压断线情况;
-
- 技术交流 ·预置金锡盖板是怎么焊接的?怎么实现预置?
金锡盖板(可伐合金)焊接,封装盖板焊接预焊工艺:通过精密智能点焊工艺将盖板(可伐合金)和焊料(金锡合金)进行点焊,4个角各焊接一个点,共焊接4点,实现镀金盖板及金锡焊料预成形焊片的定位及预置。这个过程的实现需要精密的焊接能量控制设备,更需要一套完善的压力机构和定位机构。一方面解决两者的对位问题,另一方面两者牢固结合。广州蓝能智能装备有详细的焊接方案,协助客户解决预置金锡盖板,可伐合金焊接环节核心工艺。

-
- 技术交流 ·什么电机可以用定子引线自动焊接机来焊?
主要行业:新能源汽车电机、物流车电机、旅游电动车电机、高尔夫车电机、压缩机电机、电梯电机、驱动电机、伺服电机、办公设备、互感器等。
-
- 技术交流 ·热铆接工艺是怎么焊的?效果如何?
广泛适用于汽车电池包塑料支架和壳体,塑料支架和金属片热铆接,车载电容器塑料壳体热铆接,电机盖、汽车门板、发动机盖、热铆PDA、手机、钟表、微型塑料马达、继电器触点铜片、MP3、MP4、CD机、仪表台等等。可以一次同时铆合多个产品之使用。 也适用于热铆塑料类的产品外壳或零件,使塑料与塑料热粘合或塑料铆焊五金片件。
-
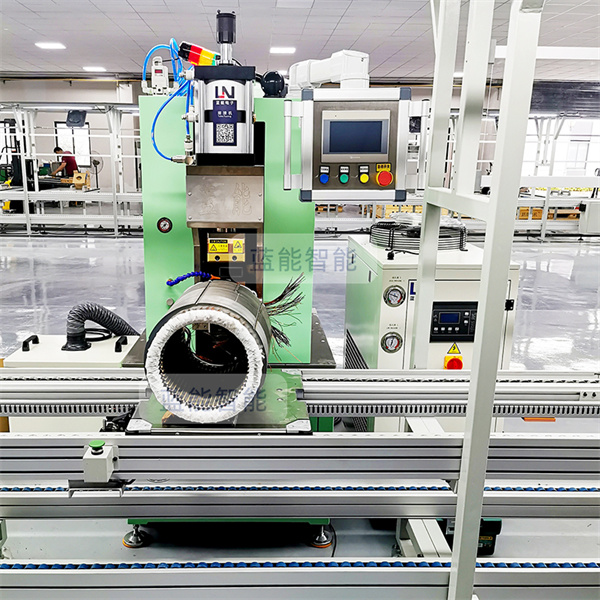
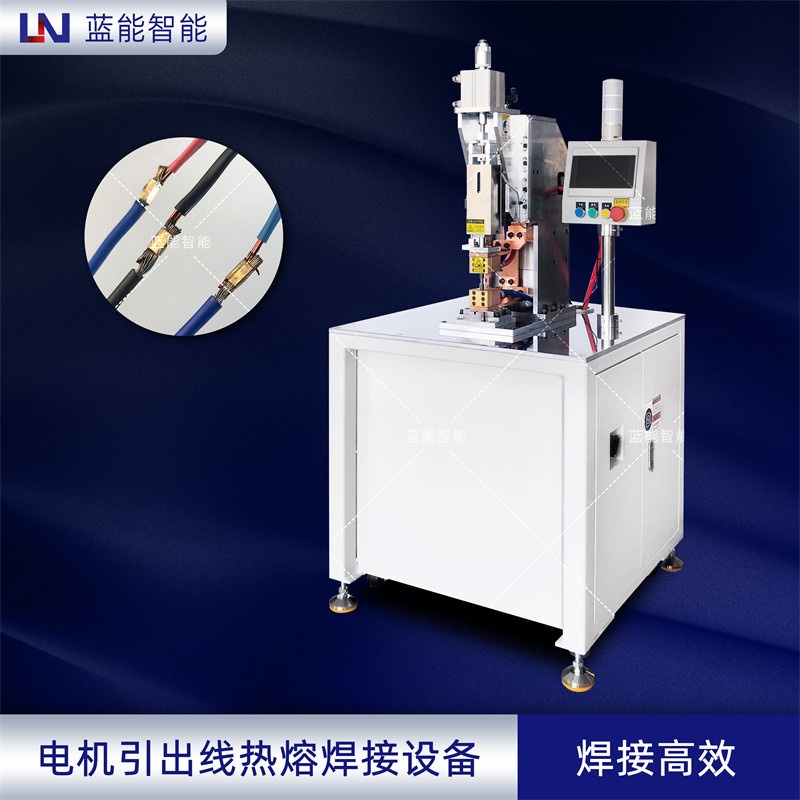
- 技术交流 ·焊接扁线电机引出线可以用什么设备?
⚪扁线电机三相引出线和BUSBAR焊接。
⚪位移监控,压力监控、电流监控、时间监控、数据可保存、MES对接等功能。
⚪煤接保持一致性,焊接后端子厚度偏差不超过0.1MM.







-
联系我们
-
售后服务
广州蓝能智能装备股份有限公司
020-34154005 / 34252975
传真:020-34154005
QQ:459359414,2295546976
邮箱:dengxiwen@cn-ln.net; lijinyu@cn-ln.net
网址:www.cn-ln.net
公众微信号: cnlndz
地址:广州市白云区西槎路671号聚龙工业区29栋7楼

扫一扫保存联系方式