



-
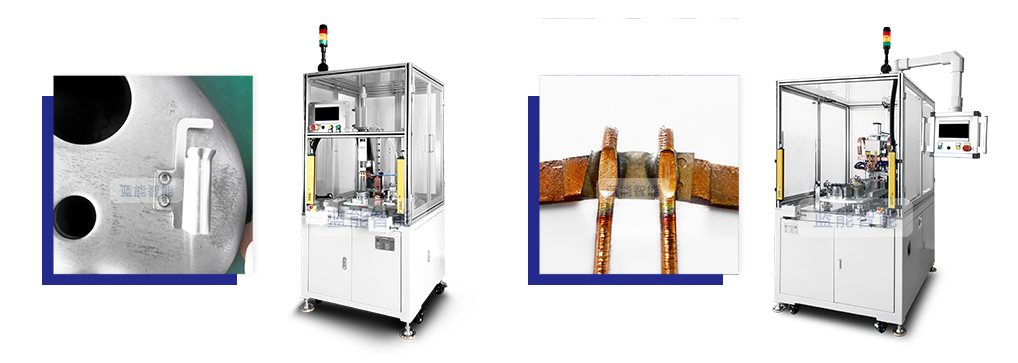
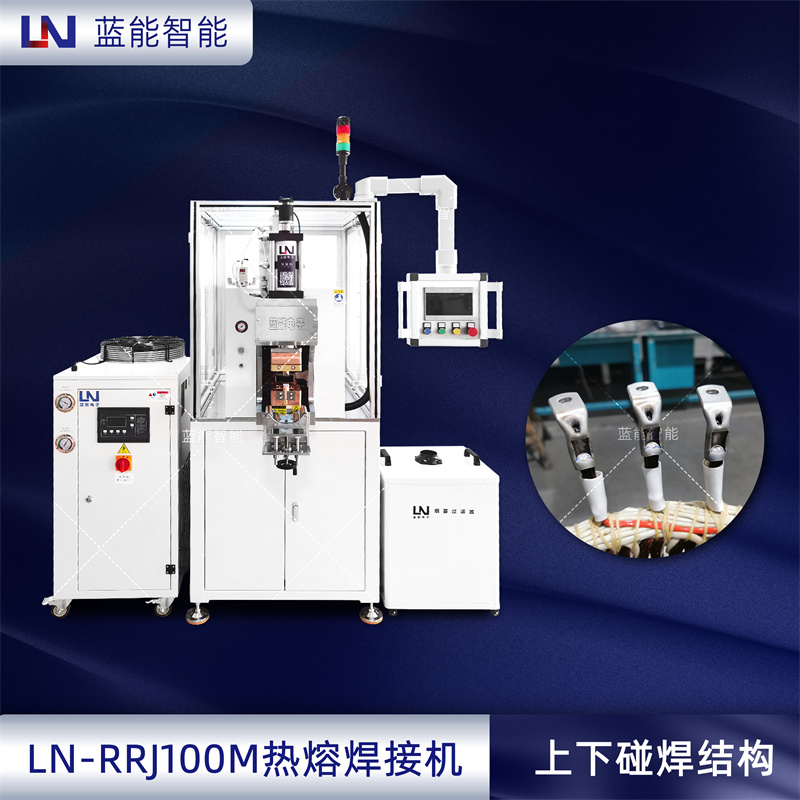
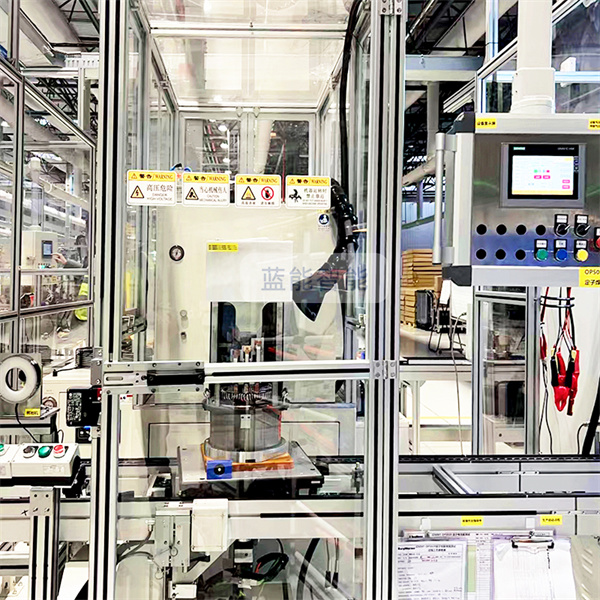
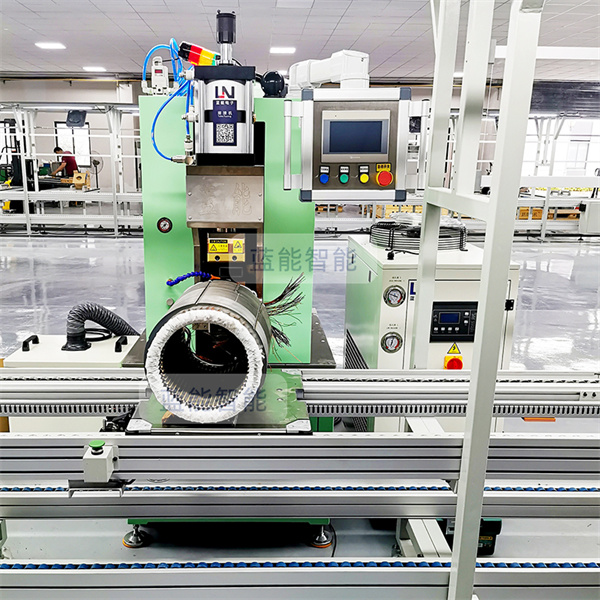
圆线电机引线焊接
-
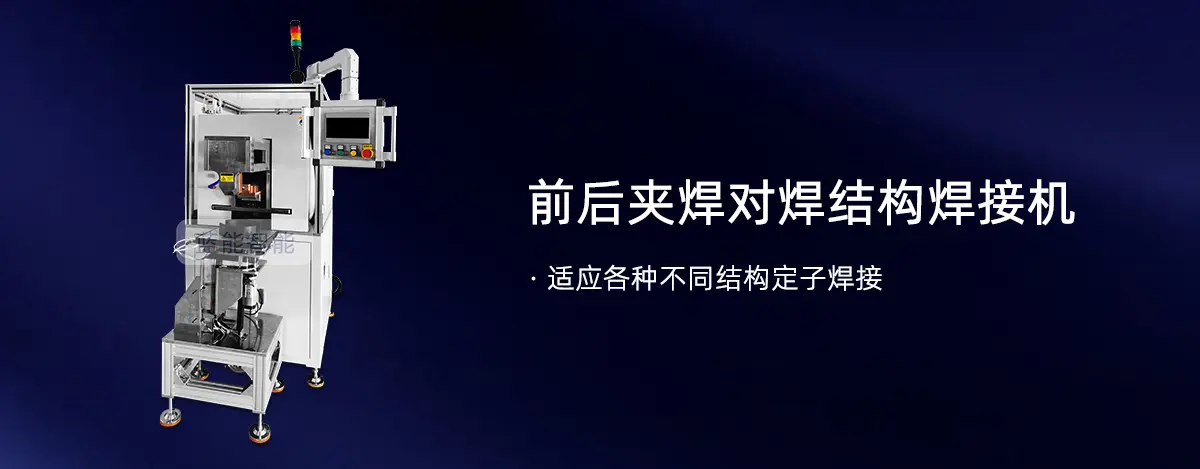
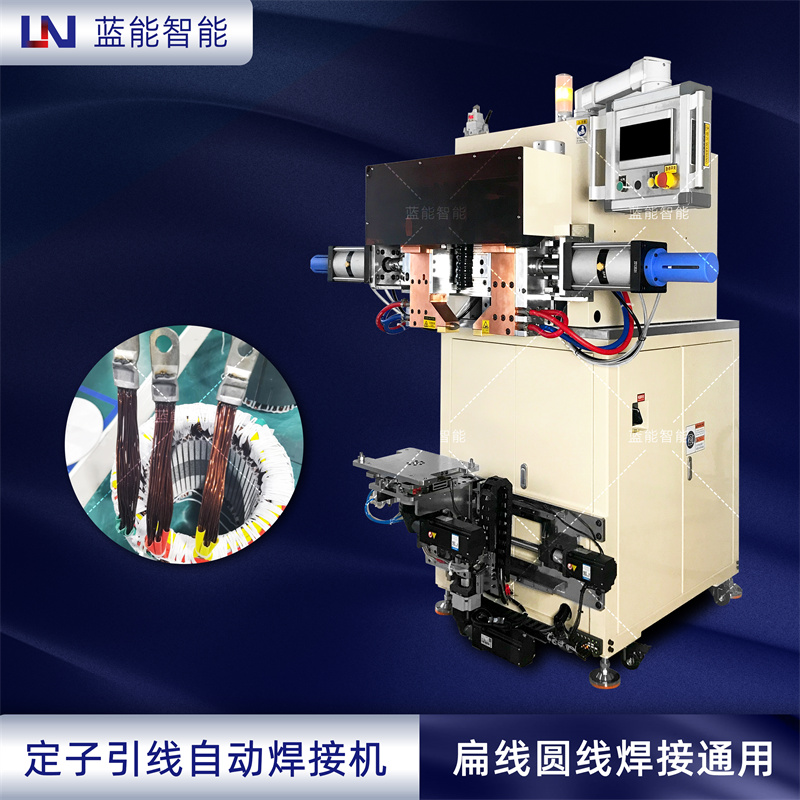
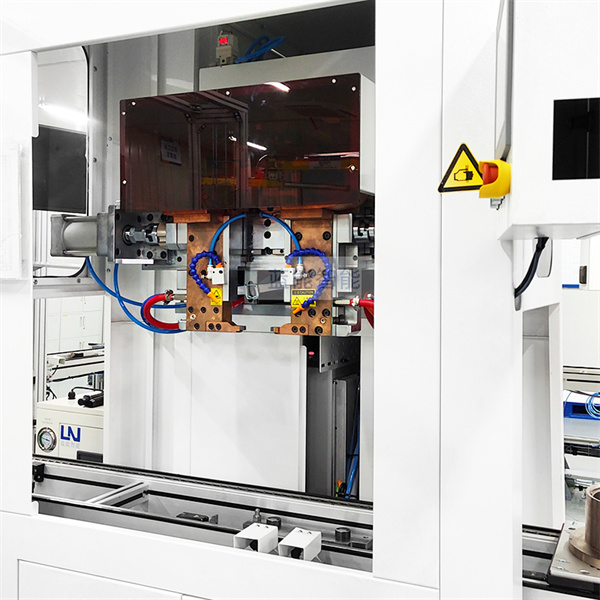
扁线电机引线焊接
-
利兹线/丝包线焊接
-
成型压方焊接
-
精密左右焊接
-
自动/其他焊接



适用于:1、 车载充电机、变压器、充电桩、充电电源、充电器等。2、丝包线、 膜包线、麦拉线等。







- 1
- 2
- 3
- 4
- 5
- 6
- 7









-
19
-
18
-
7
-
17
-
9
-
4
-
2
-
16
-
7
-
10
-
12
-
17
-
6
-
5
-
1
-
13
-
11
-
3


















-
技术交流
-
企业资讯
-
行业资讯
-
- 技术交流 ·热熔焊接项目的控制方法
1:漆皮如何控制无破损采用中频焊接电源,能量输出稳定,能力集中,放电时间短,热影响区域小。 4:铜线如何控制不焊断焊接监控功能:具有焊接电流监控、焊接时间监控、铜端子厚度监控、压力监控及上下限报警功能;
-
- 技术交流 ·热熔焊接设备知识科普
焊接设备焊接设备实现焊接工艺所需要的装备。点焊机为了适应焊接工艺要求,加压机构(焊钳)采用了双行程快速气压传动机构,通过切换行程控制手柄改变焊钳开口度,可分为大开和小开来满足焊接操作要求。

-
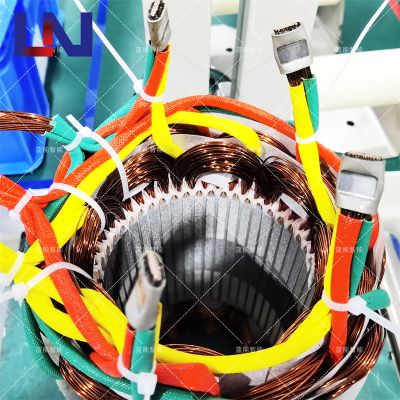
- 技术交流 ·扁线三相电机引出线焊接检测有哪些?
扁线三相电机引出线焊接的检测1、 查看是否有焊料溢出,焊料溢出是否饱满。2、剥离测试,铜基材是否可以清晰可见,或成撕裂装态;做拉力测试时需要平行拉和垂直剥离拉,垂直剥离拉力测试难度会大点,不好夹住。

-
- 技术交流 ·X-pin工艺的难点在哪里?
X-pin是在I-pin或Hairpin工艺基础上发展起来的。 与I-pin相比:两端焊接端部变短,铜损降低,但是焊点数量没有变化,仍然需要双面焊接,对焊接工艺要求较高,存在焊接质量风险。

-
- 技术交流 ·什么是电阻焊?电阻焊知识全面讲解
电阻焊是指利用电流通过焊件及接触处产生的电阻热作为热源将焊件局部加热,同时加压进行焊接的方法。焊接时,不需要填充金属,生产率高,焊件变形小,容易实现自动化。 电阻焊利用电流流经工件接触面及邻近区域产生的电阻热效应将其加热到熔化或塑性状态,使之形成金属结合的一种方法。电阻焊方法主要有四种,即点焊、缝焊、凸焊、对焊。
-
- 技术交流 ·为什么采用热熔焊接工艺?有什么优势?
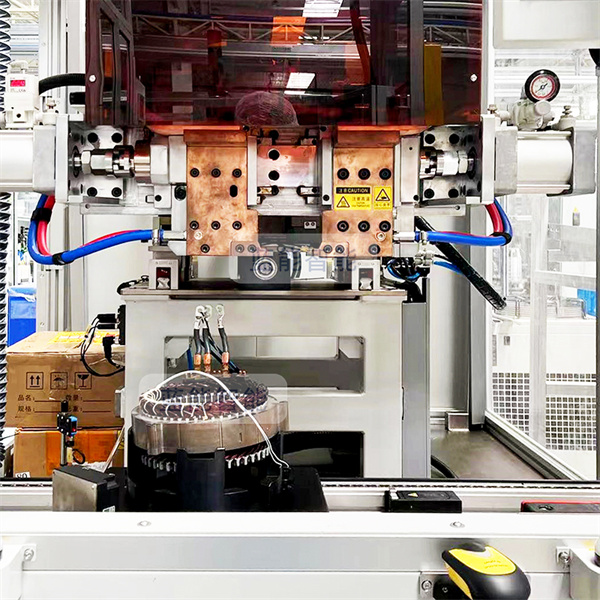
在新能源电机定子引线端子焊接,星点线焊接方面,要做到焊接一致性难度是非常大的。新能源汽车电机定子引出线/三相线的焊接就要这样做,采用热熔焊接机,选择有经验的专业厂家,会给您优秀的工艺技术服务。
-
- 技术交流 ·新能源汽车电机漆包引线铜端子焊接原理是?
电极下压住铜端子,利用铜端子自身的电阻、施加在铜端子上的加压力和导通的大电流,在工件接触部产生焦耳热,热量首先融掉漆皮,去漆皮后的铜线和铜端子接触点进行熔融的金属连接、焊接。

-
- 技术交流 ·电阻点焊机故障诊断分析
电阻点焊机故障诊断分析在电阻点焊机焊接中,经常会遇到一些点焊机故障和产品不良率的问题,比如焊接不牢,飞溅严重,材料变色严重,粘电极,电极损耗严重等等。2、施力不够; 四、电阻点焊电源相关:1、时间过久;
-
- 技术交流 ·什么原因会造成点焊机电极损坏?
电极焊头是用什幺材料制作的? 可以采用高密度钨合金材料或钼合金材料制作电极,这样子可以使得电极的使用寿命长,并且还耐氧化! 专业定制焊接解决方案 联系人:邓工 13560411768 QQ:459359414

-
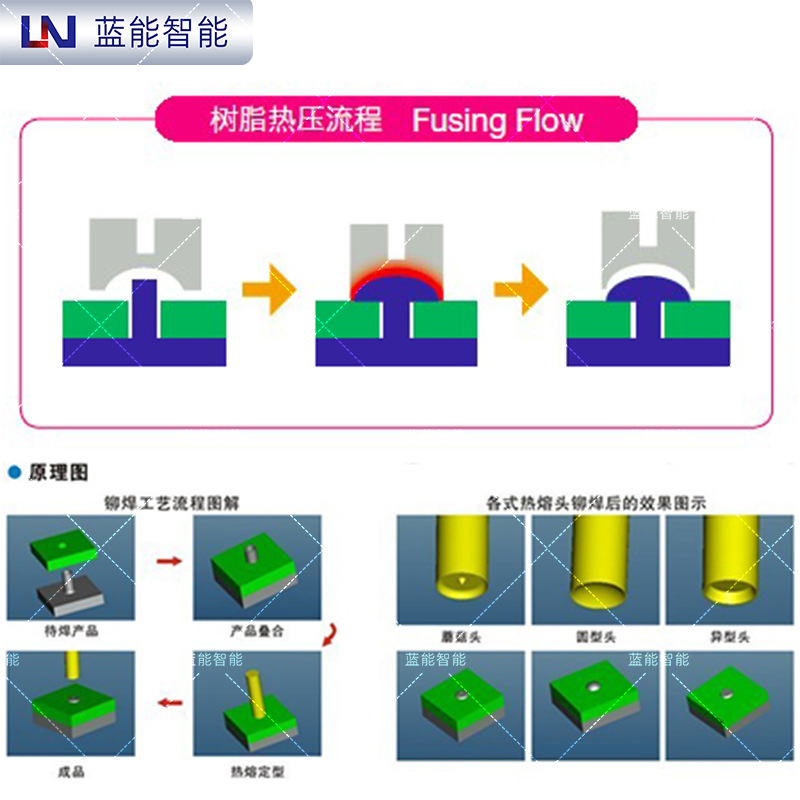
- 技术交流 ·塑料热铆焊接应用于什么产品?
焊头下压住塑胶铆钉,焊头瞬时升温(1秒钟),焊头的温控精度可以控制在3%内,焊头热量作用于塑胶铆钉,热熔,塑胶铆钉产生“蘑菇”状,冷却(1-3秒钟),焊头抬起,焊接完成。温度设定范围50°到600°。










-
联系我们
-
售后服务
联系地址
广州市白云区西槎路671号聚龙工业区29栋7楼
固定电话
020-34154005
移动电话/微信
13922491768
电子邮件
sales@cn-ln.net
广州蓝能智能装备股份有限公司
020-34154005 / 34252975
传真:020-34154005
QQ:459359414,2295546976
邮箱:dengxiwen@cn-ln.net; lijinyu@cn-ln.net
网址:www.cn-ln.net
公众微信号: cnlndz
地址:广州市白云区西槎路671号聚龙工业区29栋7楼

扫一扫保存联系方式