



- 产品分类展示 -
PRODUCT CLASSIFICATION
————
-
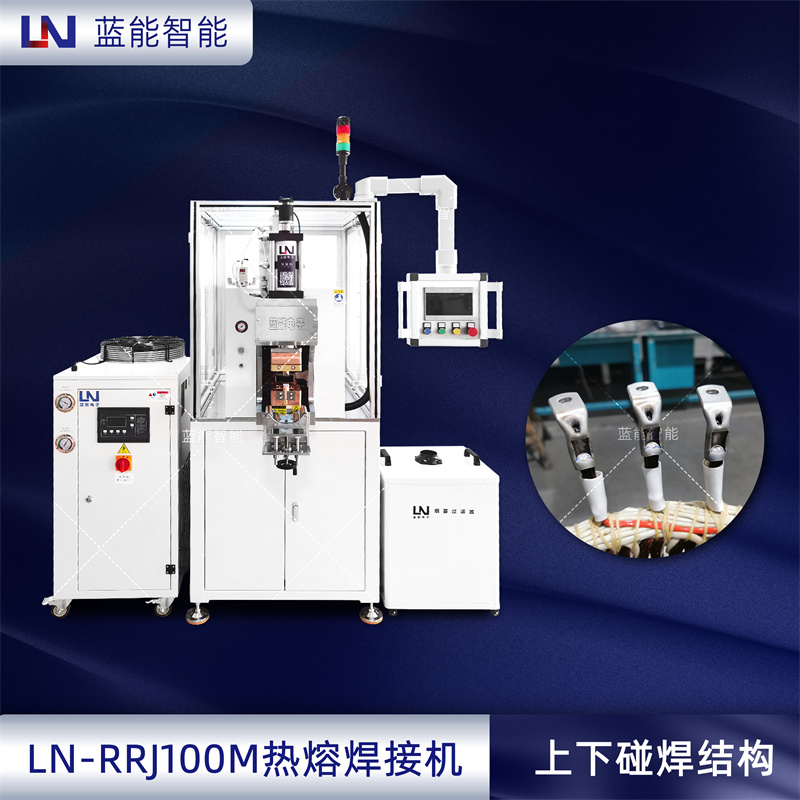
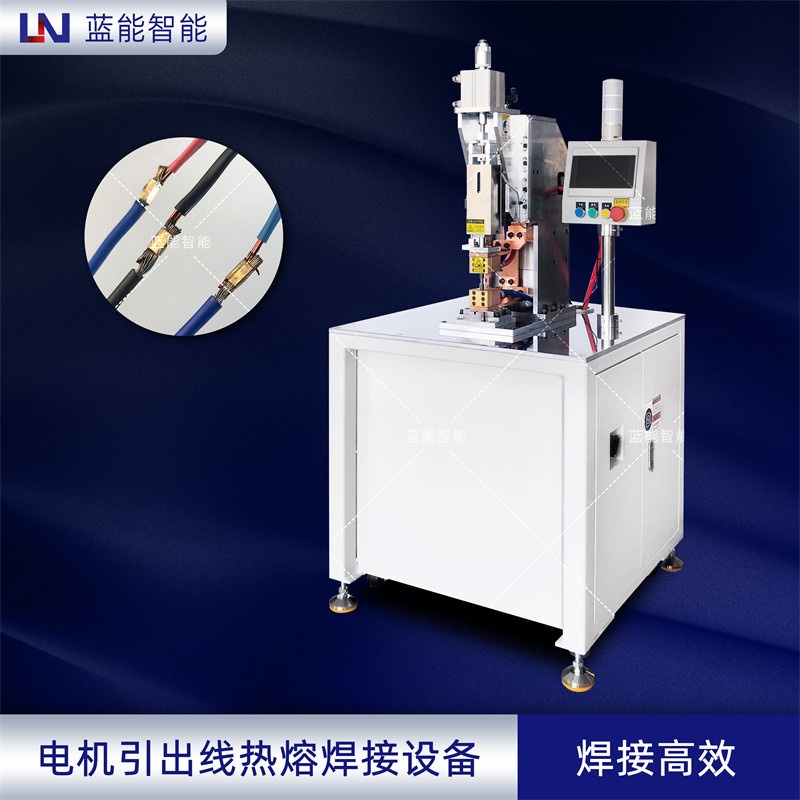
圆线电机引线焊接
-
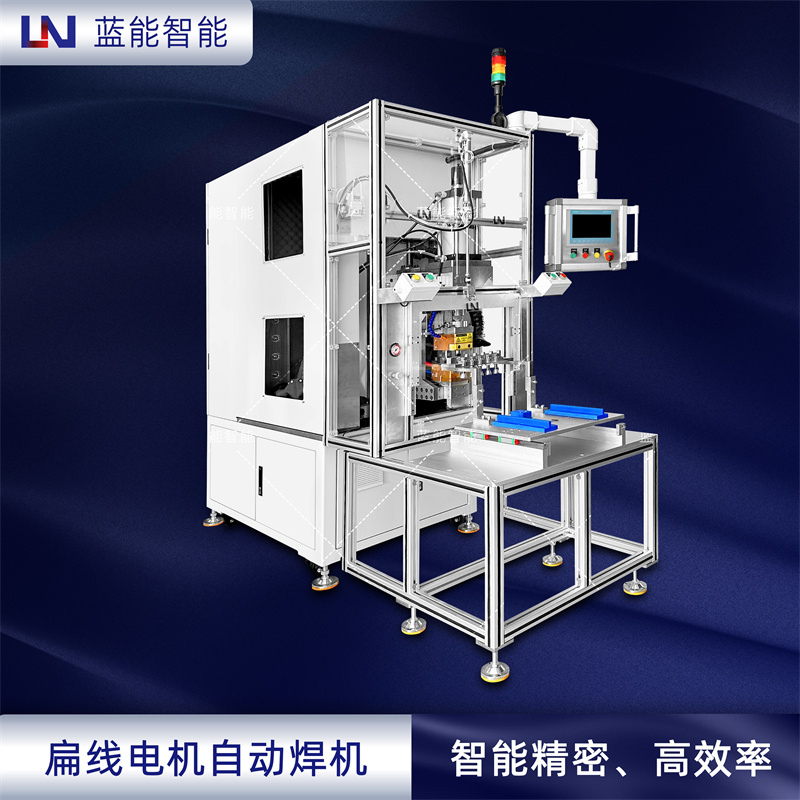
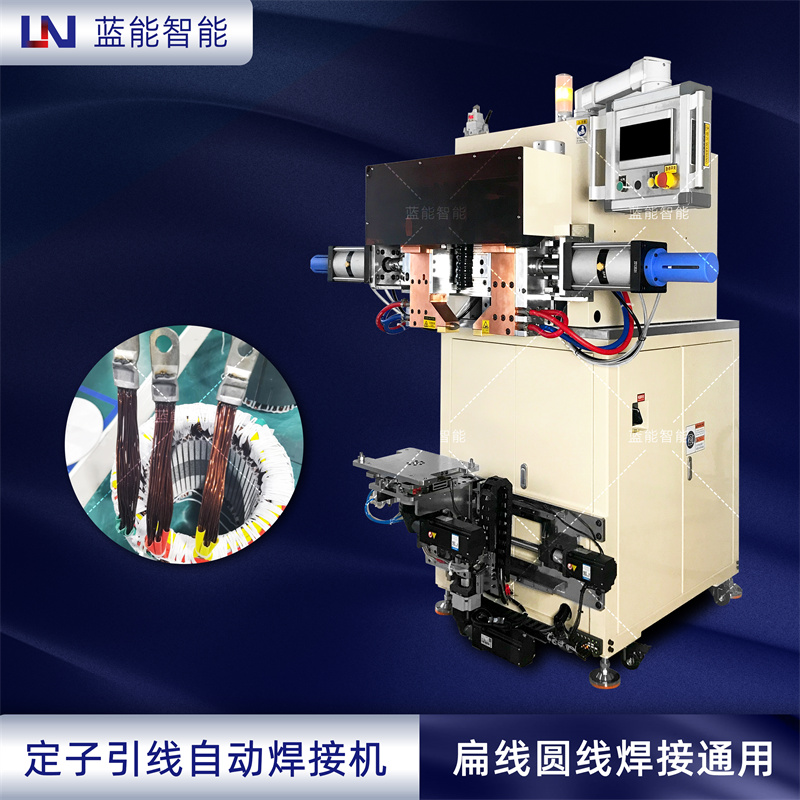
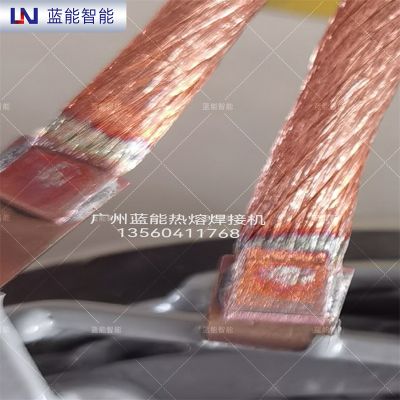
扁线电机引线焊接
-
利兹线/丝包线焊接
-
成型压方焊接
-
精密左右焊接
-
自动/其他焊接



适用于:1、 车载充电机、变压器、充电桩、充电电源、充电器等。2、丝包线、 膜包线、麦拉线等。


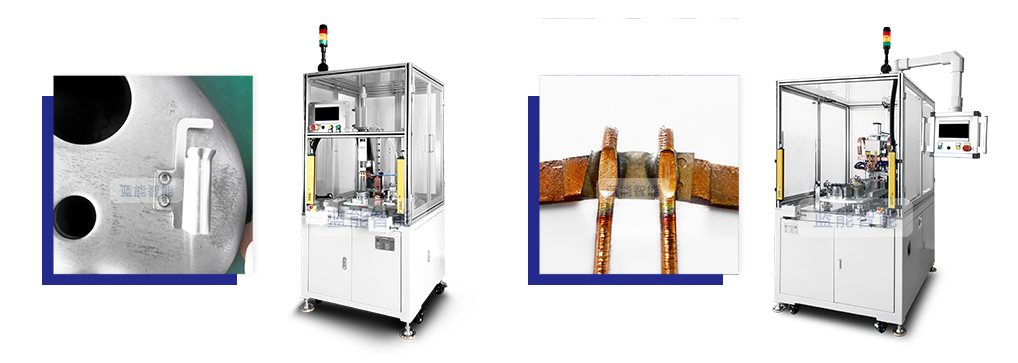
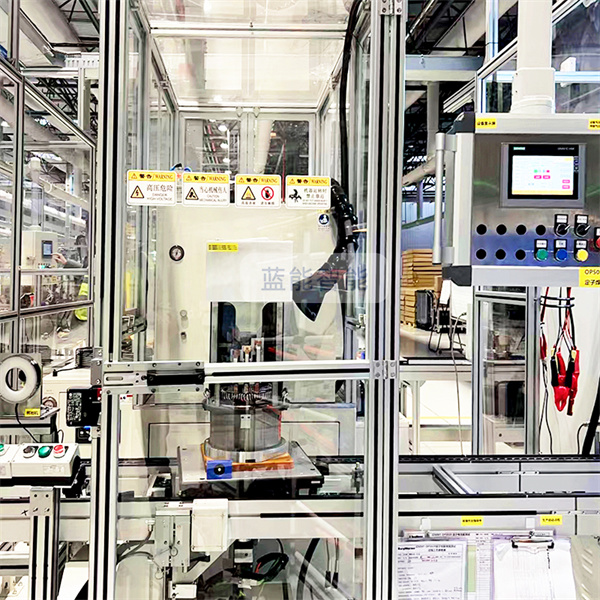
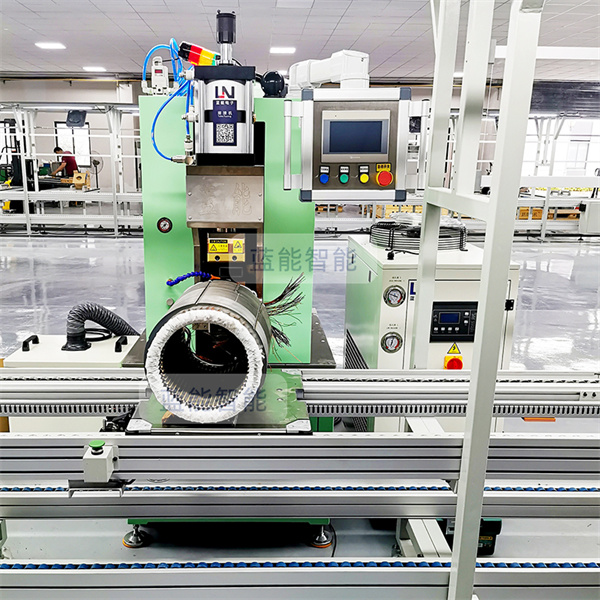
- 热销新品 -
HOT SELLING
————





- 公司介绍 -
COMPANY INTRODUCTION
————
- 荣誉资质 -
QUALIFICATION
————
- 1
- 2
- 3
- 4
- 5
- 6
- 7



广州蓝能智能装备股份有限公司
· 中国智能精密电阻焊方案提供商 · 电机引线热熔焊接机优秀服务商
我司成立于2011年,专业研究、开发、生产、销售智能精密电阻焊设备、圆线/扁线电机引出线焊接机、漆包线/电磁线热熔焊接设备、汽车零部件焊机、非标自动化焊接设备等。团队持续研究稳定高效的多股漆包线免脱漆焊接工艺,向市场推出性能优越的漆包线/电磁线热熔焊接机,得到市场高度认可,系列产品在细分市场占有率达70%。公司产品广泛应用于汽车电机、纯电动汽车、混合动力汽车、电动大巴车、电动叉车、电动三轮车、旅游观光车、空调电机、电梯电机、发电电机、EPS电机,油汀电机,地铁驱动电机、电抗器,充电桩等领域。客户遍布全国,集中大湾区,长三角,环渤海、京津冀等区域,包括SEW电机、浙江方正、浙江卧龙电机、苏州汇川、苏州绿控、苏州朗高、美芝、宁波菲仕、天津松正、长鹰信质、南洋电机、合肥巨一动力、珠海英博尔、武汉博格华纳、陕西法士特、浙江中车尚驰、厦门势拓、河南通宇、浙江全兴精工集团、浙江奥思韦尔等新能源电机行业。
·高新技术企业
·省级“专精特新”企业
·科技型中小企业
·中国汽车工业协会车用电机电子电器分会会员
·中国汽车新能源电机电控产业联盟会员
·中国电器工业协会中小型电机分会会员






- 合作客户 -
COOPERATIVE CUSTOMER
————
-
19
-
18
-
7
-
17
-
9
-
4
-
2
-
16
-
7
-
10
-
12
-
17
-
6
-
5
-
1
-
13
-
11
-
3


















- 产品焊接视频 -
WELDING VIDEO
————

-
- 企业资讯 2024年国庆放假安排
2024年广州蓝能智能装备国庆放假安排上班:2024.09.29(周日) & 2024.10.12(周六)放假:2024.10.01—2024.10.07放假,共计7天千秋华夏,壮丽河山,落日余晖,璀璨星河。
-
- 企业资讯 2024年中秋节放假安排
2024年广州蓝能智能装备中秋节放假安排上班:2024.09.14放假:2024.09.15—2024.09.17放假,共计3天时至中秋佳节,风柔雨润,花好月圆。祝愿您身体康健,椿萱并茂,棠棣同馨。

-
- 企业资讯 2024年端午节放假安排
2024年广州蓝能智能装备端午节放假安排放假:2024.6.8—2024.6.10放假,共计3天上班:2024.6.11青青粽叶盈赤赤枣香渗府院深几许遥祝寄千言蓝能团队祝大家端午安康,节日快乐!

-
- 企业资讯 恭候莅临!广州蓝能智能装备股份有限公司邀请您参加《中国磁性元器件行业智能生产暨高性能材料应用技术峰会》
《中国磁性元器件行业智能生产暨高性能材料应用技术峰会》第三届“中国高校电力电子磁技术科研成果”展璀璨时光历练美好如约而至●时间:2024年5月24日●地点:东莞嘉辉会酒店瞩目耀启,恭候莅临!
-
- 企业资讯 2024年劳动节放假安排
2024年广州蓝能智能装备劳动节放假安排放假:2024.5.1—2024.5.5放假,共计5天上班:4.28(周日)&5.11(周六)因耕耘而绽放,因选择而精彩虔诚躬身天地间是生活理想,有热爱回响所有努力者都值得被歌颂
-
- 企业资讯 2024年春节放假安排
2024年春节放假安排广州蓝能春节放假安排: 2月5日-2月17日(年26-年初8)放假,共计13天,2月18日(年初九)上班。在这辞旧迎新的美好时刻,蓝能团队祝愿大家龙年大吉,万事如意!
-
- 企业资讯 2024年元旦放假安排
2024年元旦放假安排山一程水一程,总会有人与你一道过一程!喜乐康,长安宁,常欢愉,皆胜意,新的一年,诸事顺遂,万物有期!
- 新闻中心 -
NEWS CENTER
————
-
技术交流
-
企业资讯
-
行业资讯
-
- 技术交流 ·电阻点焊机故障诊断分析
电阻点焊机故障诊断分析在电阻点焊机焊接中,经常会遇到一些点焊机故障和产品不良率的问题,比如焊接不牢,飞溅严重,材料变色严重,粘电极,电极损耗严重等等。2、施力不够; 四、电阻点焊电源相关:1、时间过久;

-
- 技术交流 ·什么原因会造成点焊机电极损坏?
电极焊头是用什幺材料制作的? 可以采用高密度钨合金材料或钼合金材料制作电极,这样子可以使得电极的使用寿命长,并且还耐氧化! 专业定制焊接解决方案 联系人:邓工 13560411768 QQ:459359414
-
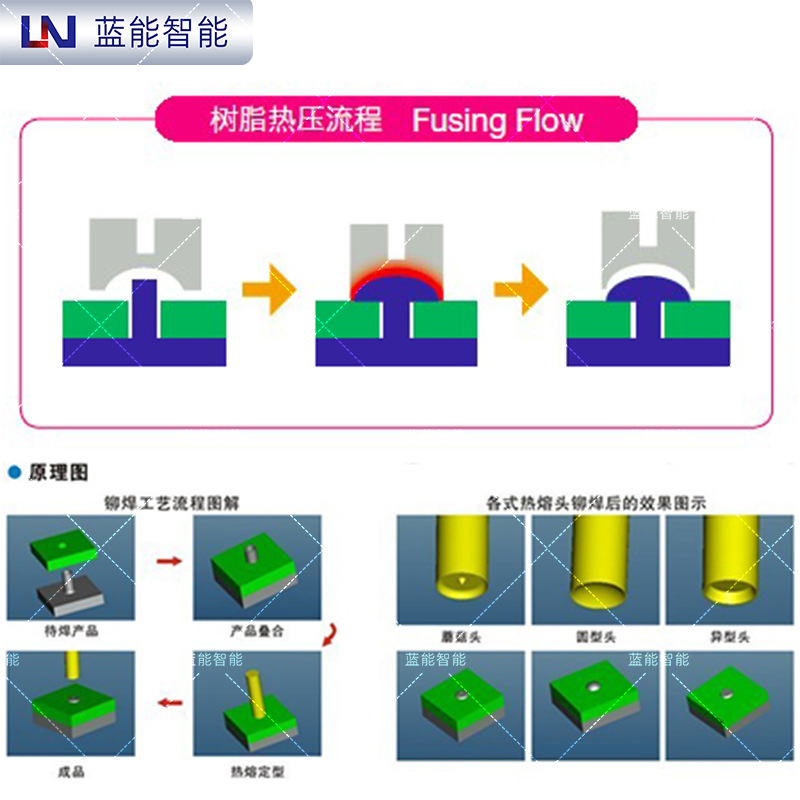
- 技术交流 ·塑料热铆焊接应用于什么产品?
焊头下压住塑胶铆钉,焊头瞬时升温(1秒钟),焊头的温控精度可以控制在3%内,焊头热量作用于塑胶铆钉,热熔,塑胶铆钉产生“蘑菇”状,冷却(1-3秒钟),焊头抬起,焊接完成。温度设定范围50°到600°。
-
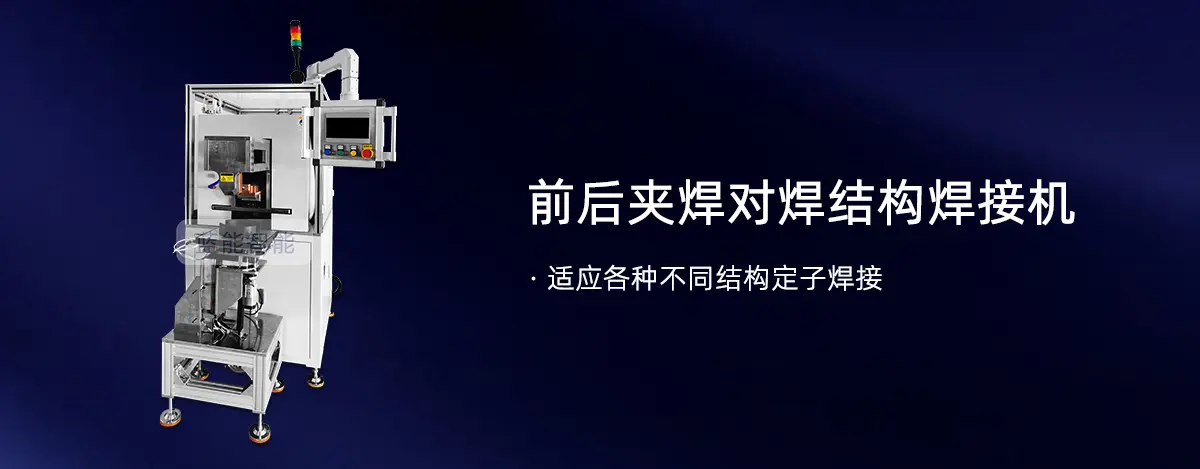
- 技术交流 ·扁线电机三相引出线焊接如何选择焊料?
一、扁线电机三相引出线焊接如何选择焊料?焊片过大,易造成焊料溢出过多,和电极接触,造成电极容易损坏。两条扁铜线之间需要有4mm的缝隙,过小容易造成焊料粘电极。越复杂折弯越多,越不好定位。

-
- 技术交流 ·漆包线焊接怎么去漆皮?
热熔焊接工艺是大电流通过电极及铜端子,产生足够的电阻热传导到铜端子上,利用这个热量以及加压力进行压接。铜端子厚度偏差:焊接后在0.1mm内;一次焊接过程中可以分段设置压力,保证最佳热压效果。
-
- 技术交流 ·扁线电机三相引出线三种控制模式
扁线电机三相引出线三种控制模式:1、厚度到达断电控制,放电时间保护:这种方式主要用在变形量比较大的焊接,比如编织线和铜片的焊接。设置参数的原理是:基本上每次都是时间先到达,厚度后到达。

-
- 技术交流 ·采用什么工艺可提高焊接效率?
采用什幺工艺可提高焊接效率?可采用热熔焊接工艺,热熔焊接工艺可减少生产工序环节,加强焊接品质的可控性,减少焊锡成本和人员成本,提升产线生产效率。2.3 热熔焊接的过程相对焊锡速度更快,效率更高。

-
- 技术交流 ·什么是X-PIN扁线电机热熔焊接工艺?
X-pin是在I-pin或Hairpin工艺基础上发展起来的。
与I-pin相比:两端焊接端部变短,铜损降低,但是焊点数量没有变化,仍然需要双面焊接,对焊接工艺要求较高,存在焊接质量风险。
与Hairpin工艺相比:插线端部尺寸没有变化,焊接端部尺寸能够降低5-10mm,进一步降低电机铜损损耗、提升电机效率。
-
- 技术交流 ·电机引出线热熔焊接机焊接效果怎么样?
1、 铜管(端子)无焊裂,无炸裂,漆包线气化无起火;漆皮焦化面积相对较小。
2、 铜端子厚度偏差:焊接后在0.1mm内;
3、 缝隙分析:横向剖切端子,可见漆包线之间几乎无缝隙,漆包线和铜端子之间几乎无缝隙;纵向剖切端子,漆包线无松散;
4、 漆皮气化:干净,铜线清晰可见,无压断线情况;

-
- 技术交流 ·预置金锡盖板是怎么焊接的?怎么实现预置?
金锡盖板(可伐合金)焊接,封装盖板焊接预焊工艺:通过精密智能点焊工艺将盖板(可伐合金)和焊料(金锡合金)进行点焊,4个角各焊接一个点,共焊接4点,实现镀金盖板及金锡焊料预成形焊片的定位及预置。这个过程的实现需要精密的焊接能量控制设备,更需要一套完善的压力机构和定位机构。一方面解决两者的对位问题,另一方面两者牢固结合。广州蓝能智能装备有详细的焊接方案,协助客户解决预置金锡盖板,可伐合金焊接环节核心工艺。










-
联系我们
-
售后服务
联系地址
广州市白云区西槎路671号聚龙工业区29栋7楼
固定电话
020-34154005
移动电话/微信
13922491768
电子邮件
sales@cn-ln.net
广州蓝能智能装备股份有限公司
020-34154005 / 34252975
传真:020-34154005
QQ:459359414,2295546976
邮箱:dengxiwen@cn-ln.net; lijinyu@cn-ln.net
网址:www.cn-ln.net
公众微信号: cnlndz
地址:广州市白云区西槎路671号聚龙工业区29栋7楼

扫一扫保存联系方式