
欢迎进入蓝能官方网站!
【电话热线】020-34154005
抖音扫码关注



微信扫码咨询
【手机微信】13922491768
020-34252975
- 产品分类 -
PRODUCT CLASSIFICATION
————
-
圆线电机引线焊接
-
扁线电机引线焊接
-
利兹线/丝包线焊接
-
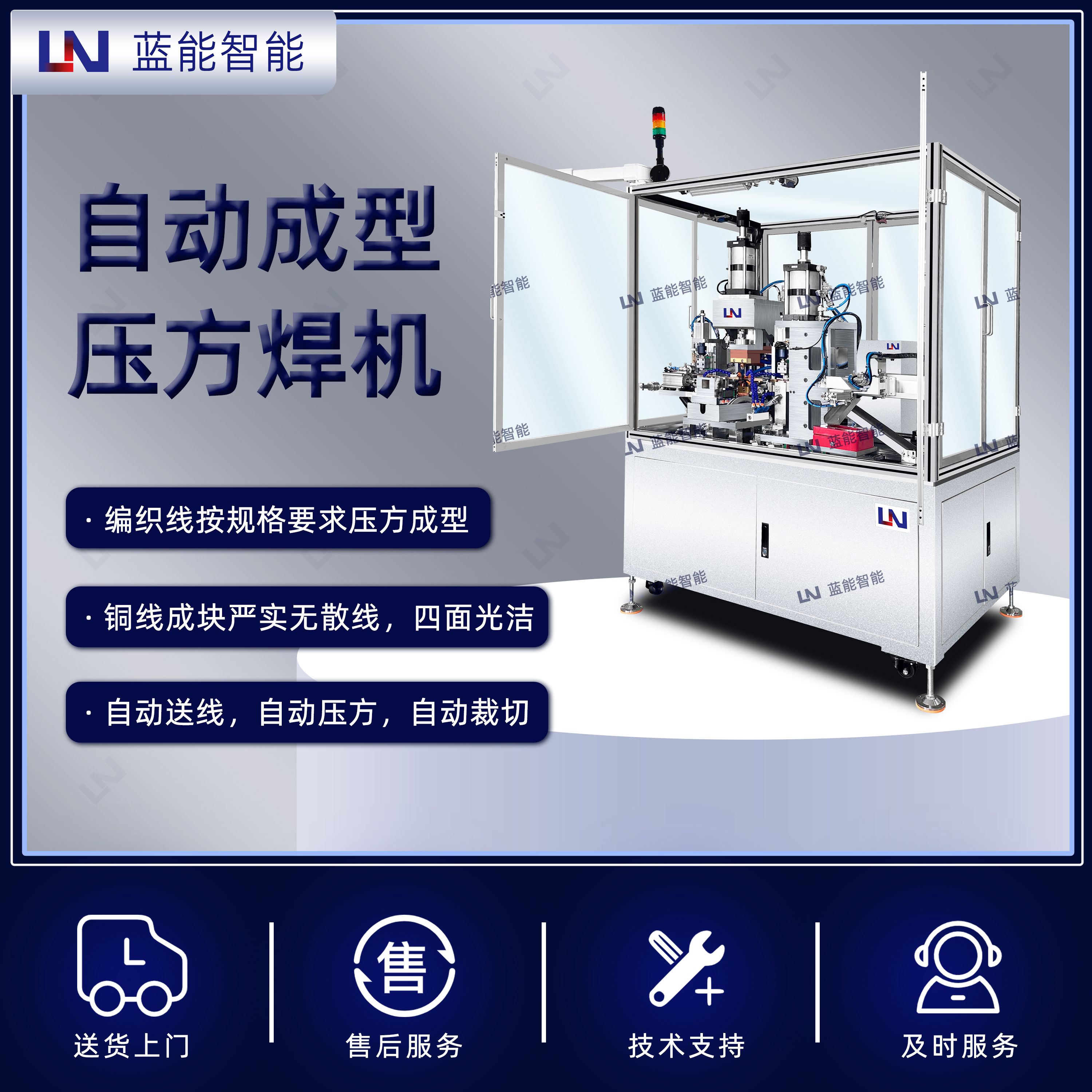
成型压方焊接
-
精密左右焊接
-
自动/其他焊接


扁线电机合作客户: 博格华纳、方正、汇川、易唯科、无锡跃科、铭纳阳、 大连豪森、上海邦迪、长沙易斯特、上海伟本、珠海达明、合力士、艾易得、 东莞皓星、苏州英维特、松正等。




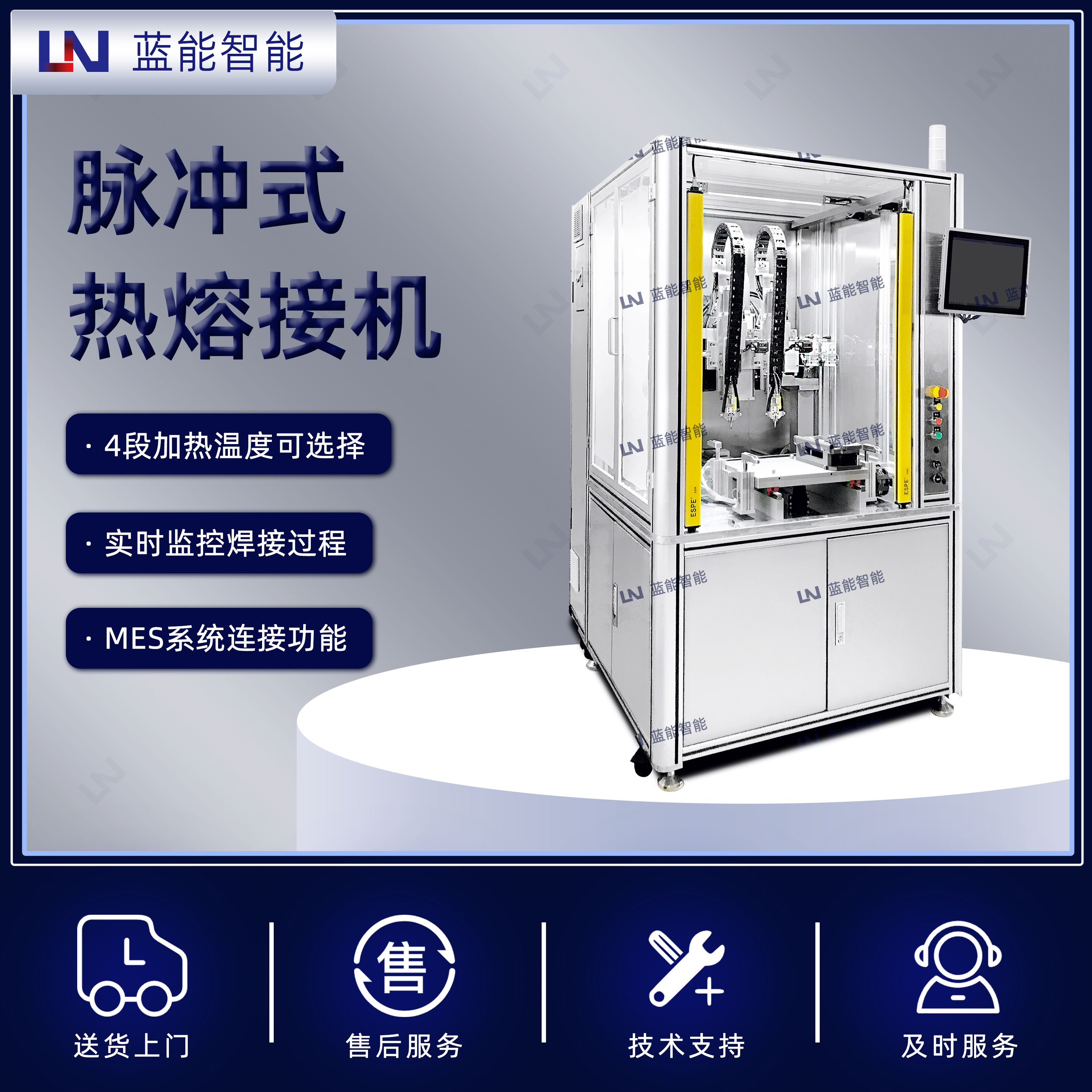
- 热销新品 -
HOT SELLING
————




- 公司介绍 -
COMPANY INTRODUCTION
————
- 荣誉资质 -
QUALIFICATION
————
- 1
- 2
- 3
- 4
- 5
- 6
- 7
- 8
- 9








- 1
- 2
- 3
- 4
- 5
- 6





广州蓝能智能装备股份有限公司成立于2011年,作为精密电阻焊领域的创新先锋,我们始终致力于智能焊接装备的自主研发与产业化应用,为先进制造领域提供高精度、智能化的焊接解决方案。
【企业荣誉】
· 高新技术企业
· 省级“专精特新”企业
· 科技型中小企业
· 中国汽车工业协会车用电机电子电器分会会员
· 中国汽车新能源电机电控产业联盟会员
· 中国电器工业协会中小型电机分会会员
【核心技术】
深耕电阻焊技术研发十余载,已形成涵盖热熔焊接、中频交/直流焊、高频逆变直流焊、精密微点焊等核心技术矩阵。自主研发的智能焊接系统集成数据监控系统、自适应控制等创新技术,实现焊接精度±0.02mm、良品率99.8%的行业领先水平。
【行业赋能】
业务版图覆盖新能源汽车三电系统、航空电子元器件、光通信器件、医疗设备等高端制造领域,构建从工艺研发、设备定制到产线集成的全产业链服务能力。重点服务长三角、珠三角两大先进制造业集群,辐射全国20+省市高端制造基地。
【合作客户】
为华为技术、中车集团、大疆、瑞声、等行业巨头提供设备和服务,累计为12大行业300+企业2000+项目提供智能焊接升级方案,部分客户建立深度技术合作关系,提供高品质产品通过CE等国际认证,技术参数达到欧洲标准,助力客户实现进口替代与工艺革新。合作客户有:
· 新能源电机行业:广汽、大众、苏州汇川动力、浙江方正、博格华纳、卧龙采埃孚、武汉智新、宁波菲仕、合肥巨一、法雷奥、珠海英博尔、索恩格、中车、信质、极电、厦门势拓、威灵汽车、南洋、舜驱、格雷博、奥思伟尔、双林、易唯科、朗高、松正、金康新能源,芜湖杰瑞诺、山东博源、常州新誉、柳机等。
· 伺服电机行业:西门子中国、SEW电机、诺德电机、苏州汇川技术、库卡机器人、艾创、菲仕等。
· 磁性元件行业:可立克、海光、威迈斯、威海昌星、雅玛西、东莞昱懋、铂恩氏、天津光电、京泉华、顺络。
· 空压机行业:广东美芝、芜湖美芝、江西海立、奥克斯、比泽尔。







- 合作客户 -
COOPERATIVE CUSTOMER
————
-
19
-
18
-
7
-
17
-
3
-
1
-
4
-
5
-
6
-
8
-
9
-
10
-
11
-
12
-
2
-
13
-
16
-
24
-
20
-
21
-
23
-
22
-
18
-
6























- 产品焊接视频 -
WELDING VIDEO
————

-
- 企业资讯 2021年中秋国庆假期安排
2021年中秋国庆假期安排欢度中秋,喜迎国庆,勤奋工作,美好生活。国庆假期放假安排:10月1日-10月7日放假,9月26日(周日)上班,10月9日(周六)上班。祝各位同事朋友们假期愉快!
-
- 企业资讯 蓝能2021自动焊机新品上新,压缩机电机定子,滤波器,xuanbiandianji
蓝能2021自动焊机新品上新,涉及空调压缩机电机定子焊接滤波器U型端子焊接旋变电机焊接

-
- 企业资讯 2021年春节放假安排通知
2021年春节放假安排通知春节临近,为抓紧安排节前生产任务,开展各项工作,我们已经确定了2021年春节放假时间。假期共计13天。3、认真做好安全隐患排查防范工作,加强安全教育,包括节假日安全教育,紧急应急教育。

-
- 企业资讯 广州蓝能2020年中秋国庆放假通知
2020年中秋遇上国庆,双节同欢,家国团圆,我司双节放假安排如下:假期中我司无人值班,有业务、售前售后问题的都可以电话联系我们的对应业务人员,我们积极处理。
-
- 企业资讯 广州蓝能公司名称变更通知
公司名称变更通知各供应商及客户:本公司已经由“广州蓝能电子科技有限公司”整体变更为“广州蓝能智能装备股份有限公司”(以下简称“股份公司”),并于2020年7月15日完成公司变更登记

-
- 企业资讯 2020五一劳动节快乐!——广州蓝能电子科技
致敬抗疫一线的医护人员、警察、社区工作者,志愿服务工作者,致敬每一位为疫情贡献的平凡人!
-
- 企业资讯 延迟开工通知-广州蓝能
五、疫情情况在变化,在这段时间希望全体同事和公司一起度过可能的难关,复工复产后可能还需要很长一段时间的消毒防护期及各项防疫措施,要求全体积极配合。祝大家健康平安,鼠年大吉!
- 新闻中心 -
NEWS CENTER
————
-
技术交流
-
企业资讯
-
行业资讯











-
- ·制造业升级换代 机器人需求迎爆发式增长
面对日益增长的劳动力成本,制造业陷入了尴尬的“用工荒”局面。与此同时,人工智能技术发展迅猛,机器人越来越“聪明”,替代效益明显。在此背景下,制造业对机器人的需求迎来大幅增长。 2013年以后,中国连续三年成为全球工业机器人的最大市场。2015年,中国市场共销售了68459台机器人,同比增长30.3%,据预测,到2018年,中国工业机器人销量将达15万台,占据全球三分之一。 此前...


-
- ·LED企业如何解决产能过剩
近年来,在市场环境和政府补贴的双重刺激下,LED上游企业产能不断扩张,行业竞争日益激烈。大多数企业通过扩大生产规模来摊薄生产成本,以压低价格来换取市场份额,导致LED芯片价格不断下降。尤其部分LED厂商纷赶在大陆补助政策落幕前完成机台采购,使得大陆新机台产能加速释出,导致全球LED产能过剩情况更趋恶化。 在大陆LED企业普遍加码产能扩张的形势下,晶元光电、三星电子、CREE等企业却做出了选择...


-
- ·小型纯电动汽车将规模化生产,你要买吗?
在中国电动汽车百人会2016年度论坛前夕的媒体恳谈会上,中国电动汽车百人会执行副理事长、科技部电动汽车重大项目总体专家组组长、全国政协常委、清华大学教授欧阳明高预测,未来几年内将有越来越多的小型纯电动汽车在市场上出现,到2020年,续航里程200公里左右的小型纯电动汽车,在没有补贴的情况下也可以和燃油车竞争。 “小型纯电动汽车也是纯电动汽车目前销售的主体,在今后几年估计你们会看到越来越多的...


-
- ·动力电池要求一致性要好,国产还需苦练内功
当下的情况是,前8个月我国新能源汽车同比增长达4倍,车企四处争抢电池资源,黄永和的话是否危言耸听呢?调查所知,当下主流新能源汽车生产企业所需单体电池均采购自外资企业或中外合资企业。中国电动汽车百人会成员、重庆长安新能源汽车有限公司总经理任勇曾向记者表示,国内企业和国外企业都拿单体电池来做检测,可能国内企业单体电池质量还更好。但是,“我们整车企业要用的话,国外的好。为什么?国外电池的一致性更好,...


-
- ·日韩企业占据电动汽车电池市场大部份额
日韩企业占据电动汽车电池市场大部份额 导语:美国《华尔街日报》网络版今天撰文称,虽然电动汽车市场越做越大,但电动汽车电池市场却越来越集中,大量份额都被松下、LG化学和三星SDI三大亚洲厂商占据。 以下为文章全文: 奥迪周三宣布,该公司的首款纯电动汽车单次充电可以行驶310英里(500公里),这款汽车使用的是韩国LG化学生产的电池,这也是越来越受汽车厂商欢迎的三大亚洲供应商之一。 由于汽车...


-
- ·小米机械键盘项目宣告流产 没找到合作伙伴
小米机械键盘项目宣告流产 没找到合作伙伴 凤凰数码讯 8月20日消息,据中关村在线报道,今年5月中旬,网上传出小米准备进军机械键盘领域,消息一经传出便引起了广泛关注,毕竟小米的触手已经触到各类领域了。其中最为引人注意的就是这款机械键盘的价格,网友纷纷猜测小米有可能会把机械键盘的价位拉低到199元甚至是99元档位,引发新一轮的机械键盘降价风潮,因此很多网友表示很是期待。 (广州蓝能电子科技 w...

-
联系我们
-
售后服务
技术支持
焊接件结构建议,可行性分析,焊接工艺、 设备方案、焊接结果检测技术服务支持。
及时服务
24小时及时响应客户的问题反馈。
售后服务
设备交钥匙服务品质,现场陪产、设备维护 保养、设备应用工艺扩展全面技术服务。





微信扫码咨询
抖音扫码关注
视频号扫码关注
公众号扫码关注
广州蓝能智能装备股份有限公司
020-34154005 / 34252975
传真:020-34154005
QQ:459359414,2295546976
邮箱:dengxiwen@cn-ln.net; lijinyu@cn-ln.net
网址:www.cn-ln.net
公众微信号: cnlndz
地址:广州市白云区西槎路671号聚龙工业区29栋7楼

扫一扫保存联系方式